
Approaches to Safe 3D Printing:
A Guide for Makerspace Users, Schools,
Libraries, and Small Businesses
Centers for Disease Control
and Prevention
National Institute for Occupational
Safety and Health
Front and back covers:
Photo by ©AzmanJaka/iStock/Getty Images Plus

Approaches to Safe 3D Printing:
A Guide for Makerspace Users, Schools,
Libraries, and Small Businesses
DEPARTMENT OF HEALTH AND HUMAN SERVICES
Centers for Disease Control and Prevention
National Institute for Occupational Safety and Health

ii | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
This document is in the public domain and may be freely copied or reprinted.
Disclaimer
Mention of any company or product does not constitute endorsement by the National Institute
for Occupational Safety and Health (NIOSH). In addition, citations to websites external to
NIOSH do not constitute NIOSH endorsement of the sponsoring organizations or their
programs or products. Furthermore, NIOSH is not responsible for the content of these websites.
All Web addresses referenced in this document were accessible as of the publication date.
Get More Information
Find NIOSH products and get answers to workplace safety and health questions:
1-800-CDC-INFO (1-800-232-4636) | TTY: 1-888-232-6348
CDC/NIOSH INFO: cdc.gov/info | cdc.gov/niosh
Monthly NIOSH eNews: https://www.cdc.gov/niosh/enews/
Suggested Citation
NIOSH [2023]. Approaches to safe 3D printing: a guide for makerspace users, schools, libraries,
and small businesses. By Hodson L, Dunn KL, Dunn KH, Glassford E, Hammond D, Roth G.
Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control
and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Pub-
lication 2024-103, https://doi.org/10.26616/NIOSHPUB2024103.
DHHS (NIOSH) Publication No. 2024-103
DOI: https://doi.org/10.26616/NIOSHPUB2024103
November 2023

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | iii
Foreword
Use of three-dimensional (3D) printing technology is becoming a prominent part of our mod-
ern world. However, some 3D printer users have expressed concerns about potential exposures to
ultrane particles, chemicals, and safety hazards. ese printers are often used in non-industrial
workplace settings such as makerspaces, schools, libraries, and small businesses.
Based on these concerns, NIOSH began evaluating emissions from dierent printer and lament
combinations operating in both chamber studies and workplace environments to understand
the potential health and safety risks. is report summarizes NIOSH’s ndings and recommen-
dations for controls to protect workers using 3D printers in makerspaces, schools, libraries, and
small businesses.
John Howard, MD
Director, National Institute for Occupational
Safety and Health
Centers for Disease Control and Prevention
is page intentionally blank.
Contents
Foreword................................................................. iii
Abbreviations ............................................................. vii
Acknowledgments ......................................................... ix
1 Introduction ....................................................... 1
2 Types of 3D Printing in Non-industrial Workplaces ......................... 2
2.1 Fused lament fabrication ............................................. 2
2.2 Vat photopolymerization ............................................... 4
3 Potential Health and Safety Risks from the Use of 3D Printers................ 5
3.1 Pre-printing ......................................................... 5
3.2 Printing ............................................................ 5
3.3 Post-printing ........................................................ 5
3.4 Maintenance and cleaning.............................................. 6
3.5 Emissions ........................................................... 6
3.6 Solvents ............................................................ 7
3.7 Heat ............................................................... 7
3.8 Mechanical risks/moving parts........................................... 8
3.9 Lasers.............................................................. 8
3.10 Electrical .......................................................... 8
3.11 Noise ............................................................. 8
3.12 Robotics and automated systems........................................ 9
3.13 Take-home exposures................................................. 9
4 Risk Management Considerations ...................................... 9
4.1 Risk management plan ................................................ 9
4.2 Hierarchy of controls .................................................. 10
4.3 Elimination/substitution................................................ 11
4.4 Engineering controls .................................................. 11
4.5 Administrative controls ................................................ 18
4.6 Personal protective equipment........................................... 19

vi | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
5 Exposure Assessment................................................ 20
6 Additional Information .............................................. 21
7 Conclusions ....................................................... 21
References ............................................................... 22
Appendix A: Workplace Poster ................................................ 27

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | vii
Abbreviations
3D three-dimensional
ABS acrylonitrile butadiene styrene
ACH air changes per hour
ACGIH
®
American Conference of Governmental Industrial Hygienists
ANSI American National Standards Institute
ASSE American Society of Safety Engineers
CAD computer-aided design
CFR Code of Federal Regulations
CLEAPSS Consortium of Local Education Authorities for the
Provision of Science Services
CLIP continuous liquid interface production
dB(A) decibels, A-weighted
DLP digital light processing
DPP daylight polymer printing
FDA Food and Drug Administration
FFF fused lament fabrication
HEPA high eciency particulate air
HIPS high-impact polystyrene
HSE Health and Safety Executive
IARC International Agency for Research on Cancer
ILO International Labour Organization
ISO International Organization for Standardization
laser light amplication by stimulated emission of radiation
LEV local exhaust ventilation
LIA Laser Institute of America
NIH National Institutes of Health
NRTL Nationally Recognised Testing Laboratories
OSHA Occupational Safety and Health Administration
PAH polycyclic aromatic hydrocarbon
PC polycarbonate
PEL permissible exposure limit
PET polyethylene terephthalate
PETG polyethylene terephthalate glycol-modied

viii | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
PLA polylactic acid
PPE personal protective equipment
PVA polyvinyl alcohol
REL recommended exposure limit
SDS safety data sheet
SLA stereolithography
TWA time -weighted average
UK United Kingdom
UV ultraviolet
VOC volatile organic compound

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | ix
Acknowledgments
e authors appreciate the contributions of the following NIOSH personnel who provided
guidance, feedback, and review of the document, including Elizabeth Arnold, BS; Jacob Bartels,
MS; Lauren Bowers, BS; Charles Geraci, PhD (retired); Mark Methner, PhD; Susan Moore,
PhD; Yong Qian, PhD; Aleksandr Stefaniak, PhD; and Jay Vietas, PhD.
Special appreciation is expressed to the following individuals for serving as external reviewers and
providing comments that contributed to the development of this document:
Dave Abrams, MSPH
ARS Environmental Health, Inc.
John Baker, MS, MBA
BSI EHS Services and Solutions
Jean Bossart, M. Eng.
Marston Science Library, University of Florida
Janet Carter, PhD
OSHA
Joanna Matherson, PhD
Consumer Product Safety Commission
Keith Rickabaugh, BS, MBA
RJ Lee Corp.
Sayon Robinson, PhD
Consumer Product Safety Commission
Jim Sillhart, MES
University of Pennsylvania
is page intentionally blank.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 1
1 Introduction
ree-dimensional (3D) printing technology is becoming a prominent part of modern inno-
vation due to its usefulness in accelerating product development and prototyping, as well as in
producing complex and precision parts [Campbell et al. 2011; Campbell et al. 2012]. Parts built
by 3D printing (sometimes referred to as additive manufacturing) are built layer by layer and are
highly customizable. It can take weeks or months to build and receive a part using traditional
manufacturing (e.g., machining, molding) processes. However, 3D printing can turn computer-
aided design (CAD) models into physical parts within a few hours, producing one-o concept
models, functional prototypes, and even small production runs for testing. 3D printing allows
designers and engineers to bring ideas to fruition faster, and it helps companies bring products
more quickly to the market. In addition to industrial applications, 3D printers are now available
for use in diverse non-industrial places such as makerspaces, schools (including colleges and
universities), libraries, and small businesses. A makerspace is a place where people with shared
interests, especially in computing or technology, can gather to work on projects while sharing
ideas, equipment, and knowledge.
Concerns have been raised about potential exposure to ultrane particles (having a primary
particle size less than 100 nanometers) and chemicals in addition to possible safety hazards from
using 3D printers [Bharti and Singh 2017; Chan et al. 2018; CLEAPSS 2020; Mooreeld-Lang
2014; Roney et al. 2016; Sesto 2017]. Despite the rapid growth in availability and use of 3D
printers, little scientic literature has focused on the potential implications of exposure to emis-
sions from 3D printing equipment. Substances associated with similar types of plastics and res-
ins that are used in 3D printers have been identied as causative agents of occupational diseases
in the manufacturing sector. For example, volatile organic compounds (VOCs) and polycyclic
aromatic hydrocarbons (PAHs), along with metal dust emissions and ultrane particles, can
cause disease, and all have been detected in 3D printer emissions [Stefaniak et al. 2017a, 2017b,
2019a,b,c; Steinle 2016; Stephens et al. 2013]. Because 3D printing is an emerging industry
with a relatively short history, it is dicult to know the potential occupational health outcomes
stemming from exposure to these emissions.
To understand the potential health and safety risks, NIOSH has evaluated emissions from
dierent printer and feedstock combinations operating in chamber studies and workplace
environments. NIOSH then used this knowledge to create risk management recommendations
to protect workers. is document summarizes the ndings and suggests options for controls
to protect workers and users from exposures to ultrane particles, chemicals, and safety hazards
while using 3D printers in makerspaces, schools, libraries, and small businesses.

2 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
2 Types of 3D Printing in
Non-industrial Workplaces
ere are several types of 3D printing processes, but fused lament fabrication and vat photopo-
lymerization are the types most likely to be found in makerspaces, schools, libraries, and small
businesses due to lower purchase and material costs [Bharti and Singh 2017].
2.1 Fused lament fabrication
Fused lament fabrication (FFF) is the most common type of 3D printing process and is used
by most desktop 3D printers (Figure 1). FFF printers are the most popular for libraries simply
because they are inexpensive, take up minimal space, and are easy to set up and use [Bharti and
Singh 2017; Mooreeld-Lang 2014].
Figure 1. FFF desktop 3D printers.
Photo by MakerBot
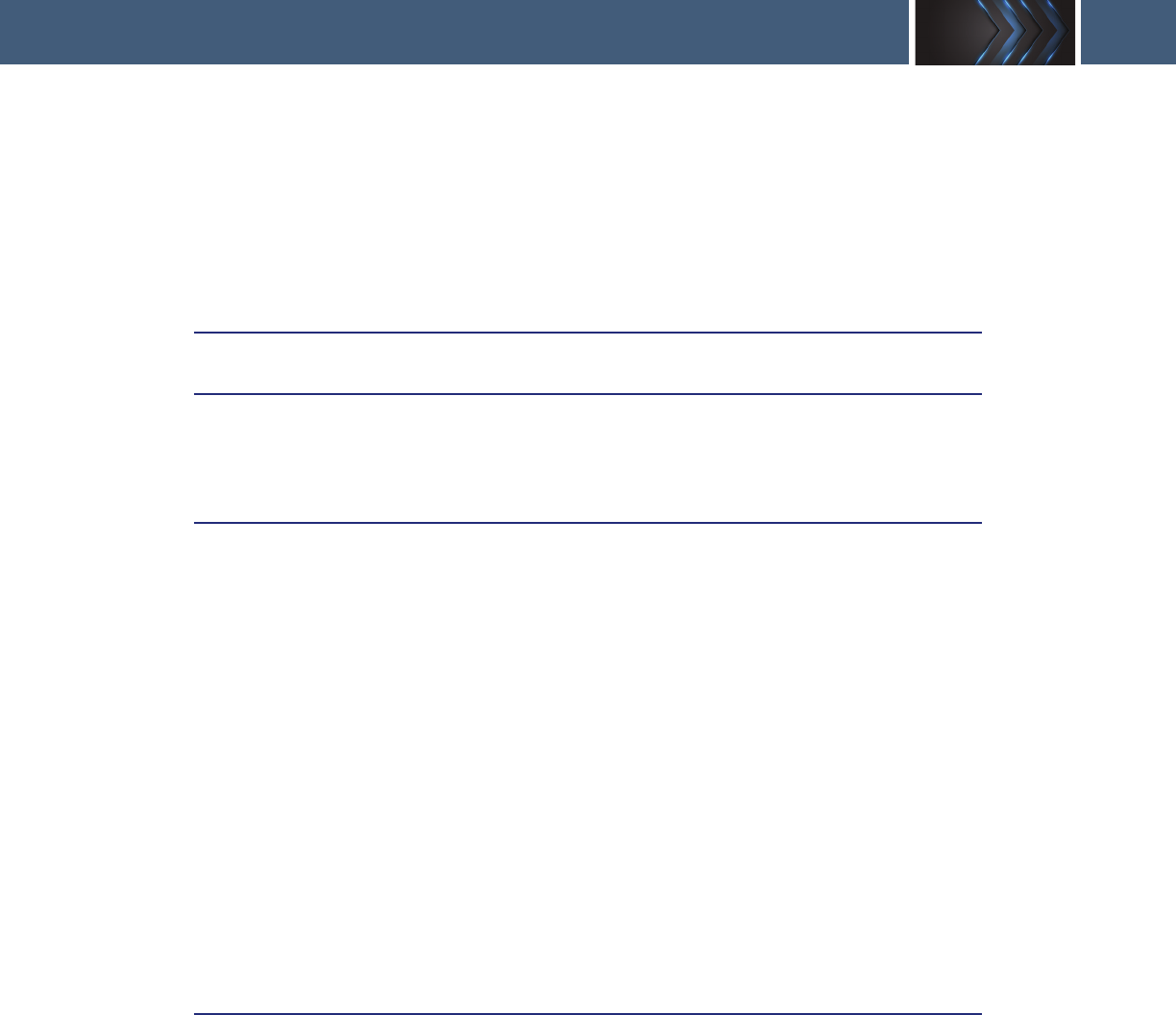
Feedstock material in the form of a lament is fed into the extruder of the printer head (Figure 2),
where the lament is heated to a temperature high enough to soften or melt it. is softened
lament then extrudes from the computer-controlled nozzle to create an object one layer at a time.
e print platform lowers, or the print head raises, to add subsequent layers and eventually to
complete the printed part.
Some FFF printers use a support material in addition to the modeling material. e modeling
material is what constitutes the nal product, while the support acts as scaolding that can be
removed (broken o or dissolved) after printing is complete.
Desktop FFF 3D printers use a wide variety of lament materials including, but not limited to,
the following:
Polylactic acid (PLA)
Acrylonitrile butadiene styrene (ABS)
Nylon
Polyethylene terephthalate (PET) or polyethylene terephthalate glycol-modied (PETG)
Polyvinyl alcohol (PVA)
Polycarbonate (PC)
High-impact polystyrene (HIPS)
Other polymers including those containing ceramic materials
Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 3
Feedstock material in the form of a lament is fed into the extruder of the printer head (Figure 2),
where the lament is heated to a temperature high enough to soften or melt it. is softened
lament then extrudes from the computer-controlled nozzle to create an object one layer at a time.
e print platform lowers, or the print head raises, to add subsequent layers and eventually to
complete the printed part.
Some FFF printers use a support material in addition to the modeling material. e modeling
material is what constitutes the nal product, while the support acts as scaolding that can be
removed (broken o or dissolved) after printing is complete.
Desktop FFF 3D printers use a wide variety of lament materials including, but not limited to,
the following:
Polylactic acid (PLA)
Acrylonitrile butadiene styrene (ABS)
Nylon
Polyethylene terephthalate (PET) or polyethylene terephthalate glycol-modied (PETG)
Polyvinyl alcohol (PVA)
Polycarbonate (PC)
High-impact polystyrene (HIPS)
Other polymers including those containing ceramic materials
e most commonly used types of 3D printer media are PLA, ABS, and nylon. PLA is a type of
biodegradable plastic made from a variety of natural substances that include sugar, corn starch, or
sugar cane. Many features make PLA desirable for 3D printing. It is the lament of choice for most
extrusion-based 3D printers because it can be printed at a low temperature (typically 190–220°C,
or 374–428°F), and it does not require a heated bed [Tyson 2018]. ABS is a plastic made from
petroleum-based substances. ABS is quite strong and is often used to create toys such as Lego
®
building blocks [Homan 2018]. Nylon is a synthetic polymer created from a chemical class of
substances known as polyamides. Nylon is resilient, strong, and durable, yet exible. It melts at a
higher temperature (about 240°C , or 464°F) than ABS and PLA laments [Homan 2018].
Figure 2. Schematic of a fused filament print head.
Illustration by NIOSH

4 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
PET is rarely used as a 3D printing lament, but its variant PETG is becoming increasingly
popular. e “G” stands for “glycol-modied,” and the resulting lament is clearer, less brit-
tle, and most importantly, more amenable for printing than its base form (i.e., PET). For this
reason, PETG is often considered an excellent middle ground lament between PLA and ABS,
since it is more exible and durable than PLA and easier to print with than ABS [All3DP 2022].
Once the 3D object is formed, it may undergo post-processing such as removal of support materials
chemically, or manually smoothing edges by sanding, or painting.
2.2 Vat photopolymerization
Vat photopolymerization technology uses a vat of liquid photopolymer resin that is cured by an
ultraviolet (UV) or laser light source focused onto a build platform (Figure 3). e light source
causes a reaction with photoinitiators in the resin that induce cross-linking of resin polymers,
which results in solidication. By repeatedly exposing layers of resin to ultraviolet light, an object is
built layer by layer. is 3D printing process is popular for its ne details and exactness.
Once completed, the 3D object is removed from the printer and detached from the supporting
platform. e 3D object usually undergoes post-processing, which typically involves placing the
3D object in a chemical bath (often isopropanol) to remove any excess resin and then post-curing
in a UV oven. ese actions render the nished item stronger and more stable. Depending on
the object, it may then go through a hand-sanding process and subsequent painting. Photopoly-
mers are thermosets, meaning that the material strengthens as it is heated, and once cured by
a UV light, it cannot be remelted. Vat photopolymerization 3D printing technologies include,
but are not limited to, the following: stereolithography (SLA), digital light processing (DLP),
continuous liquid interface production (CLIP), and daylight polymer printing (DPP).
Figure 3. Vat photopolymerization, SLA printer using a “bottom-up” approach to build a part. Image
source: Proform Rapid Prototyping, 2018. “Stereolithography 3D Printing” (https://www.proform.ch/
en/technologies/3d-printing/stereolithography).
Illustration by PROFORM AG

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 5
3 Potential Health and Safety Risks
from the Use of 3D Printers
Potential health and safety hazards vary widely depending on the technology and materials used,
as well as where the printers are located and any controls that may be in place.
3.1 Pre-printing
Depending on the type of 3D printing, some pre-printing activities can have potential health
and safety risks. Some activities with higher potential for inhalation and skin exposures during
pre-printing include cleaning the printer heads and nozzles [NIOSH 2020a]. is hazard is due
to the associated solvents and other cleaners used during this step and the potential exposure to
those chemicals. Some chemicals in liquid resins used for vat photopolymerization 3D printing
may cause skin irritation or sensitization [Bowers 2022]. Inadvertent contact with the nozzle of
an FFF 3D printer during pre-printing heating can cause skin burns. Activities with lower po-
tential for inhalation and skin exposures include loading solid laments into printers, changing
printer heads/nozzles, and prepping the build plate [NIOSH 2020a].
3.2 Printing
Potential exposures can occur during the 3D printing process. Activities with higher potential
for exposures during the print process include using printers in a small workspace or general
oce area, working near the printer, and attending to a printer quickly after print failures and
during printer start up [Azimi et al. 2016; Kim et al. 2015; NIOSH 2020a; Stefaniak et al.
2017b; Steinle 2016; Stephens et al. 2013; Yi et al. 2016].
Activities with lower potential for exposure include printing in an enclosed chamber equipped
with a ltering device, or exhausted to the outdoors, and using video camera monitoring to
avoid standing too close to the printer [Azimi et al. 2016; Kim et al. 2015; NIOSH 2020a;
Stefaniak et al. 2017b; Steinle 2016; Stephens et al. 2013; Yi et al. 2016].
3.3 Post-printing
Post-printing work activities can also result in variable potential for exposure. Some examples of
activities with higher potential for exposure include opening printer doors, removing support
structures using solvents or other chemicals, or post-processing activities with laments that
contain nanomaterials [Azimi et al. 2016; Dunn et al. 2020a; Kim et al. 2015; NIOSH 2020a;
Stefaniak et al. 2017a; Steinle 2016; Stephens et al. 2013; Yi et al. 2016].
Exposure during post-printing can be decreased by cleaning or nishing a printed object inside a
containment (enclosed) system, wearing personal protective equipment (PPE) including appro-
priate gloves, changing printer laments, and scraping the build plate with hand tools [Azimi et
al. 2016; Kim et al. 2015; NIOSH 2020a; Steinle 2016; Stephens et al. 2013; Yi et al. 2016].

6 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
3.4 Maintenance and cleaning
Maintenance and cleaning (including housekeeping) are work activities that can have variable
potential for exposure based on the type of printing being done. Examples of activities with higher
potential for inhalation and skin exposures include cleaning the printer head/build plate with solvents,
and maintenance of the printer [NIOSH 2020a,b]. Preventative maintenance in these printers may
also expose workers and users to the print materials, laser, electrical, and robotic hazards.
Examples of work activities with lower potential for exposure include changing the lament(s),
general housekeeping, and collecting waste [NIOSH 2020a].
3.5 Emissions
Polymer feedstock materials can release ultrane particles (< 100 nm diameter) and volatile and
semi-volatile organic compounds (VOCs) if suciently heated [Azimi et al. 2016; Bharti and Singh
2017; Du Preez et al. 2018; Kim et al. 2015; Mooreeld-Lang 2014; Stefaniak et al. 2017a,b, 2018,
2019a,b,c; Stephens et al. 2013; Yi et al. 2016; Zhang et al. 2017]. Exposures to ultrane particles and
VOCs in combination have been associated with adverse respiratory (asthma; cough; itchiness of eyes,
nose, and throat) and cardiovascular health eects (hypertension) [Chan et al. 2018; Donaldson et al.
2004; House et al. 2017; Rumchev et al. 2007; Stefaniak et al. 2017b].
Research has shown that emissions generated from 3D printing processes depend on the type
of 3D printing lament or resin used. Furthermore, the lament material, coloration, extruder
temperature, and many other factors can inuence particle and VOC emission rates [Deng et al.
2016; Dunn et al. 2020a,b; Du Preez et al. 2018; Floyd et al. 2017; Hall et al. 2019; Kim et al.
2015; Stabile et al. 2017; Stefaniak et al. 2017a,b, 2018, 2019a,b,c; Stephens et al. 2013; Yi et
al. 2016; Zhang et al. 2017]. Printing with engineered nanomaterial-containing laments can
emit nanomaterial-containing, ultrane particulate matter [Stefaniak et al. 2018].
Stefaniak et al. [2019a] evaluated emissions from vat photopolymerization printers and determined
they released particles and organic vapors during operation at levels similar to or exceeding those of
other types of 3D printing processes. e average particle and VOC emission yields were signi-
cantly higher and particle sizes were signicantly smaller for DLP-type printers compared with
SLA-type printers, indicating an inuence of printer technology on emissions. e results from
chemical analyses have shown that emissions included multi-constituent particles composed of
metals such as chromium (Cr), nickel (Ni), iron (Fe), and/or zinc (Zn) [Stefaniak et al. 2019a].
Emission rates found in NIOSH studies using an enclosed chamber with FFF printers were com-
parable to those of other published studies using similar 3D printing materials [Azimi et al. 2016;
Mendes et al. 2017; Stefaniak et al. 2017a, 2019c; Steinle 2016; Yi et al. 2016; Zhang et al. 2017].
Note that predicting exposure levels to printer emissions is dicult when based solely on controlled-
environment chamber studies. Workplaces will have many variables, such as room design, ventilation
type and rate, workers or users moving around in the room, and characteristics of the emission
source. A NIOSH eld study determined that background-corrected particulate concentrations in
a conference room with multiple operating FFF printers were much lower than those particulate
concentrations measured from one printer in a test chamber. is was likely due to the conference
room’s greater size and supply air ventilation (12–14 air changes per hour), as compared with the
enclosed test chamber [Dunn et al. 2020b].

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 7
Dierences in FFF printer emissions evaluated in a chamber study primarily depended on the
extruder temperature (higher temperatures resulted in larger emissions), while other conditions
such as lament color and build plate temperature had smaller eects [Zhang et al. 2017].
Filament brand, likely through dierences in trace components in the bulk material, also had a
substantial eect on emissions [Zhang et al. 2017].
Inhaling emissions from certain laments used in the material extrusion processes (FFF printers)
appears to be the primary route of exposure, and this exposure can be associated with adverse
respiratory and cardiovascular health eects [House et al. 2017, Chan et al. 2018, Stefaniak et
al. 2017c]. House et al. [2017] reported a case of work-related asthma in a worker exposed to
emissions while operating material extrusion processes using an ABS lament. In a survey of
workers who were directly involved in the maintenance and use of 3D printers using PLA, ABS,
and nylon laments, 59% (27 of 46) reported respiratory symptoms [Chan et al. 2018]. In an
animal toxicology study, the mean arterial pressure of the test group was 28% higher than the
control group, which indicated that inhalation of emissions was responsible for the observed
acute hypertension [Stefaniak et al. 2017a]. It is unclear if these respiratory and cardiovascular
eects are associated with inhaling emitted particles, organic vapors, or both. Given these emerg-
ing reports of adverse health eects from 3D printing exposures, the magnitude and character-
istics of the emissions and potential exposures need to be understood so that informed decisions
can be made about risk management.
3.6 Solvents
Solvents, including isopropanol, ethanol, methanol, acetone, or chloroform, are sometimes used
in post-printing processes that involve material surface nishing, vapor polishing, support material
removal, or cleaning of the build plate. Many solvents are ammable, and associated vapors can
create an explosion hazard in areas with inadequate ventilation.
Acetone can cause eye and respiratory tract irritation, and chloroform causes depression of the
central nervous system and is identied as possibly carcinogenic [IARC 1999, NIOSH 2007].
Some support materials used in 3D printing are removed by dissolving them in an alkaline (basic)
bath containing a 2% solution of sodium hydroxide at pH 13. Sodium hydroxide is corrosive, can
cause chemical burns, and is also a respiratory irritant [NIOSH 2007].
In addition to relevant safety data sheets (SDSs), the NIOSH Pocket Guide to Chemical
Hazards (https://www.cdc.gov/niosh/docs/2005-149/default.html) is a useful resource on key
information for many chemicals found in the work environment.
3.7 Heat
Temperatures of 190°C to 260°C are typically reached by the FFF extrusion nozzle to soften plastic to
the right consistency for 3D printing [Tyson 2018]. Such temperatures can cause skin burns if users
touch heated components or products before they have time to cool. Skin burns are also common
when 3D printer users try to remove melted plastic from the nozzle while the nozzle is still hot.
Some 3D printers may have heated build platforms that operate between 55°C to 120°C. Heated
build platforms improve print quality by keeping the extruded plastic warm, and thus they prevent
warping. e heated build platform may be hot enough to cause a thermal skin burn.

8 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
While properly functioning and set, nozzles are usually below the temperature required to create
a re hazard.
3.8 Mechanical risks/moving parts
3D printers contain many moving parts that include stepper motors, pulleys, threaded rods,
carriages, and small fans. Even though most stepper motors do not have enough power to cause
serious injuries, they can still trap a user’s nger, long hair, loose clothing, head covering, or head
scarf. Although many systems isolate the moving parts behind enclosures, caution should be
taken if the printer is opened for maintenance or repair if the unit is not de-energized. See the
OSHA resource “Control of Hazardous Energy (Lockout/Tagout)” (https://www.osha.gov/
control-hazardous-energy).
3.9 Lasers
Vat photopolymerization SLA printers use high-powered lasers (which is an acronym for “light
amplication by stimulated emission of radiation”). ese 3D printers use lasers that present a skin
and eye hazard (FDA Class IIIb or IV), but are considered nonhazardous during printing (FDA
Class I) because the laser is enclosed within the printing chamber. Maintenance of the printer may
expose users to unguarded lasers if the unit is not de-energized. Eects of exposure to unguarded,
energized Class IIIb or Class IV lasers can range from skin burns to irreversible injury to the skin
and eyes, including blindness. Lasers may also present a re hazard. See the OSHA website for
more resources at “Laser Hazards” (https://www.osha.gov/laser-hazards/hazards) and “Control of
Hazardous Energy (Lockout/Tagout)” (https://www.osha.gov/control-hazardous-energy).
3.10 Electrical
Most desktop FFF 3D printers do not have any added electrical safety features beyond regular
internal fuses or external transformers. e voltages in the exposed parts of 3D printers usually
do not exceed 12V to 24V, which is generally considered safe [Selection and use of work practices,
29 CFR 1910.333, 2022]. More generalizable potential hazards may originate from using the
electrical machinery itself. Shock or mechanical injury during maintenance, or malfunction, is
possible if the unit is not de-energized. Sparking electrical equipment can also potentially be a
source of ignition for re or explosion. See the OSHA resource “Control of Hazardous Energy”
(https://www.osha.gov/control-hazardous-energy).
3.11 Noise
High noise levels are typically not a concern with 3D printing, but they should still be consid-
ered a potential hazard. A single 3D printer may not seem noisy, but the noise of several printers
placed together in a room could exceed the NIOSH recommended exposure limit (REL) of 85
dB(A) as an 8-hour time-weighted average [NIOSH 1998]. If a user needs to raise their voice to
be heard within an arm’s length of a printer, the noise level could be a hazard [NCEH 2022]. In
such a case, a hazard assessment is recommended.
Post-processing activities can generate high noise levels and should be considered as potential
hazards when 3D printing. For example, cutting, grinding, and polishing activities typically
generate high noise levels, especially when using power tools.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 9
3.12 Robotics and automated systems
Automated systems are essential in large-scale 3D printing applications and may also show up in
makerspaces or small businesses. Additional autonomous systems may be further incorporated
for support processes (such as loading feedstock), unloading products, transporting consumables
and products, and in post-processes. Such systems may create or mitigate potential hazards related
to their operations. For instance, a robotic system that helps remove and transport products may
reduce the worker’s ergonomic stress, but it adds the potential hazard of collision with the robot.
Similarly, the ability to operate remotely or autonomously may lower exposures to health and
safety hazards (e.g., hazards from inhalation) at the 3D printer but may increase the rate of user
error (and associated hazards) in the workplace [Roth et al. 2019].
3.13 Take-home exposures
Contamination of work surfaces and areas can lead to exposures. Operators may inadvertently
transport materials beyond the workplace on their shoes, garments, body, and personal items.
is is especially likely for resins and semi- or non-VOCs, but may also occur with metals. ese
exposures may be unanticipated and uncontrolled and may represent a secondary exposure risk
for others (such as family members) who may come into contact with the resins or other chem-
icals from the clothing [Roth et al. 2019]. ese exposures may be of additional concern when
3D printers are used in homes and garages by home-based businesses and hobbyists.
4 Risk Management Considerations
4.1 Risk management plan
e management of makerspaces, schools, libraries, and small businesses should write a compre-
hensive risk management plan for 3D printing. e plan should be readily available and accessible
to all students, patrons, and employees, including temporary employees, contractors, trainees, and
other users. e development of the plan should be a collaborative eort that includes all aected
workers and users. e plan should address all aspects of safely using 3D printers and printing
materials throughout the facility, and it should specify measures that the employer is taking to
protect employees and all users. Since chemicals are used in the forms of polymers, resins, and
solvents, the requirements of the “OSHA Hazard Communication Standard” (https://www.
osha.gov/hazcom) must be met, including providing SDSs and training all aected employees
[Hazard communication, 29 CFR 1910.1200, 2022]. e plan should characterize the hazards
associated with each of the work activities (pre-printing, printing, post-printing, post-processing,
maintenance, and cleaning) and provide best practices and standard operating procedures that
follow the hierarchy of controls (Section 4.2) to reduce the potential hazards.
Health and safety committees can be used to engage workers in developing risk management
plans, including for risks associated with 3D printing. Both employee and management repre-
sentatives should be included on the committee. Helpful guidance can be found on the OSHA
website at “Recommended Practices for Safety and Health Programs” (https://www.osha.gov/
shpguidelines/index.html).

10 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
4.2 Hierarchy of controls
Health and safety professionals have learned to prioritize certain types of controls over others be-
cause they are eective, practical, and reliable. Such a strategy is known as the hierarchy of controls
(Figure 4). e hierarchy of controls groups actions by their likely eectiveness in eliminating
hazards and/or reducing risks. In most cases, the preferred approach is at the top of the hierarchy.
is approach eliminates or substitutes hazardous materials or processes, or installs engineering
controls to reduce potential exposures. Until such controls are in place, or if they are not eective
or practical, administrative measures and PPE might be needed. NIOSH’s “Hierarchy of Controls”
webpage (https://www.cdc.gov/niosh/topics/hierarchy/) provides more information.
e range of experience by those who operate 3D printers in makerspaces, schools, libraries, and
small businesses reinforces the value of the hierarchy of controls. Approaches near the bottom
of the hierarchy depend heavily on training, compliance, and oversight. Users of varying edu-
cation and skill, or with varying incentives, may not react as much to training and compliance
measures. In contrast, controlling material usage and instituting engineering controls are usually
eective, in addition to being something that printer and facility owners can manage inde-
pendently of the user. Because 3D printing may be a part of the larger mission of makerspaces,
schools, libraries, and small businesses, safety resources should be used eciently.
e recommendations in the following sections are actions that address 3D printing health and
safety in the workplace.
Illustration by NIOSH
Figure 4. Hierarchy of controls (adapted from ANSI/ASSE Z590.3-2011).

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 11
4.3 Elimination/substitution
Eliminating or substituting hazardous processes or materials removes or reduces hazards and
protects users more eectively than other approaches. Eliminating a hazard removes it completely,
such as removing unnecessary, hazardous post-processing steps. Substituting materials could be
done by choosing to build with lower-particle emission materials. Researchers have noted that
printing with ABS material yields higher airborne ultrane particle concentrations than PLA
materials [Byrley et al. 2019; Kim et al. 2015; Stefaniak et al. 2017b, 2019c]. is suggests
substituting PLA for ABS can reduce the hazard from ultrane particulate emissions, provided
printing PLA is within the printer’s specications and otherwise appropriate for the task.
Evaluating the type of material used and deciding whether substitutions can be made can be a
valuable practice. Ongoing research has found that 3D printer emissions can vary just because of
the color of laments. For example, a eld study noted that True Orange PLA lament produced
lower ultrane particle emissions (three to four orders of magnitudes lower) than Slate Gray
impact-resistant PLA lament or True Yellow ABS lament [Dunn et al. 2020b]. e True Orange
PLA also produced lower ultrane particle emissions than laments tested in other 3D printing
studies [Azimi et al. 2016; Mendes et al. 2017; Stefaniak et al. 2017b; Steinle 2016]. Emission
rates for True Orange PLA were also at least three orders of magnitude lower than those measured
during a study by Stefaniak et al. [2017b] of eight dierent PLA and ABS laments. Where emis-
sions data are available for feedstocks of varying color and materials, designers, managers, and users
should consider their options to minimize emissions.
4.4 Engineering controls
Engineering controls reduce user exposures by removing the hazard from the process or by placing
a barrier between the hazard and the user. Properly designed, used, and maintained engineering
controls protect users eectively without placing primary responsibility of implementation on
the user. For example, acceptable room ventilation should help remove particles and maintain
a healthy work environment. Based on assessing three makerspaces at a university, Secondo et
al. [2020] recommended a minimum of six air changes per hour (ACH) within the makerspace
and/or using a portable HEPA (high eciency particulate air) lter to lower ultrane particle
concentrations during printer operation. A study by Viitanen et al. [2021] concluded that for
regular or long-time use of desktop 3D printers, the general ventilation specication of three
ACH was not a sucient control measure for ultrane emissions. Some localities may also have
specic codes that require mechanical exhaust in addition to room ventilation.
Engineering controls can also include placing 3D printers inside ventilated enclosures, or
installing printers under a fume hood or next to a local exhaust to provide source control. Such
a strategy is more ecient than general dilution ventilation. NIOSH engineers have evaluated
control of particulate emissions (including ultrane) at the point of generation using local ex-
haust ventilation (LEV) and HEPA ltration [Dunn et al. 2020b, Stefaniak et al. 2019a]. Using
a ltered enclosing hood placed over a 3D printer resulted in a reduction of 97% to 99% of
particle emissions [Hall et al. 2019]. Viitanen et al. [2021] retrotted an enclosure around a 3D
printer and were able to reduce particle emissions by 97%. When a LEV system was attached
to the enclosure and the exhausted air was vented outdoor through a HEPA lter, the reduction
increased to 99% [Viitanen et al. 2021].

12 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
Furthermore, NIOSH engineers designed and tested a custom low-cost engineering control to
t one type of a 3D printer (the MakerBot Replicator+ printer) that eectively captured and
reduced printer emissions by at least 98% [Dunn et al. 2020b]. To accomplish this reduction in
particle number concentration, they replaced the existing plastic cover that supplied cooling air
from three directions to the extruder with a NIOSH-designed print head capture hood. is print
head was 3D printed. e hood supplied cooling air in only one direction (Figure 5). In addition,
NIOSH engineers added a hose connection and an expanded slot for air suction to the NIOSH
capture hood (Figure 6). ey measured emissions in a conference room with 20 printers operating
simultaneously, each equipped with LEV (Figure 7). e use of this engineering control reduced
the peak particle concentrations (size ranging from 10 to 420 nm in diameter) from greater than
20,000 particles per cubic centimeter (p/cm
3
) to less than background (1,000 p/cm
3
). When
equipped with a HEPA and charcoal lter, this low-cost control could potentially be retrotted
onto other 3D printer brands and models to reduce both particle and VOC emissions.
Figure 5. 3D-printed replacement extruder cover to capture and exhaust ultrafine particles
[Dunn et al. 2020b].
Illustrations and Photos by NIOSH

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 13
Furthermore, NIOSH engineers designed and tested a custom low-cost engineering control to
t one type of a 3D printer (the MakerBot Replicator+ printer) that eectively captured and
reduced printer emissions by at least 98% [Dunn et al. 2020b]. To accomplish this reduction in
particle number concentration, they replaced the existing plastic cover that supplied cooling air
from three directions to the extruder with a NIOSH-designed print head capture hood. is print
head was 3D printed. e hood supplied cooling air in only one direction (Figure 5). In addition,
NIOSH engineers added a hose connection and an expanded slot for air suction to the NIOSH
capture hood (Figure 6). ey measured emissions in a conference room with 20 printers operating
simultaneously, each equipped with LEV (Figure 7). e use of this engineering control reduced
the peak particle concentrations (size ranging from 10 to 420 nm in diameter) from greater than
20,000 particles per cubic centimeter (p/cm
3
) to less than background (1,000 p/cm
3
). When
equipped with a HEPA and charcoal lter, this low-cost control could potentially be retrotted
onto other 3D printer brands and models to reduce both particle and VOC emissions.
Photo by NIOSH
Figure 6. Low-cost air cleaner assembly connected to a modified extruder cover [Dunn et al. 2020b].
Figure 7. Twenty MakerBot Replicator+ 3D printers equipped with individual local exhaust
ventilation (LEV) engineering controls in a conference room [Dunn et al. 2020b].
Photo by NIOSH
NIOSH engineers have developed other custom low-cost engineering controls for open frame
desktop 3D printers in addition to the one developed for the MakerBot Replicator+ 3D printer.
For example, NIOSH engineers developed a LEV control for the Monoprice Maker Ultimate
3D Printer MK11 that is at least 99.6% ecient in capturing particle (size range = 10–420 nm)
emissions when evaluated with and without controls in laboratory chamber experiments [NIOSH
2022]. e LEV control for the Monoprice MK11 was developed and tested with the same ltra-
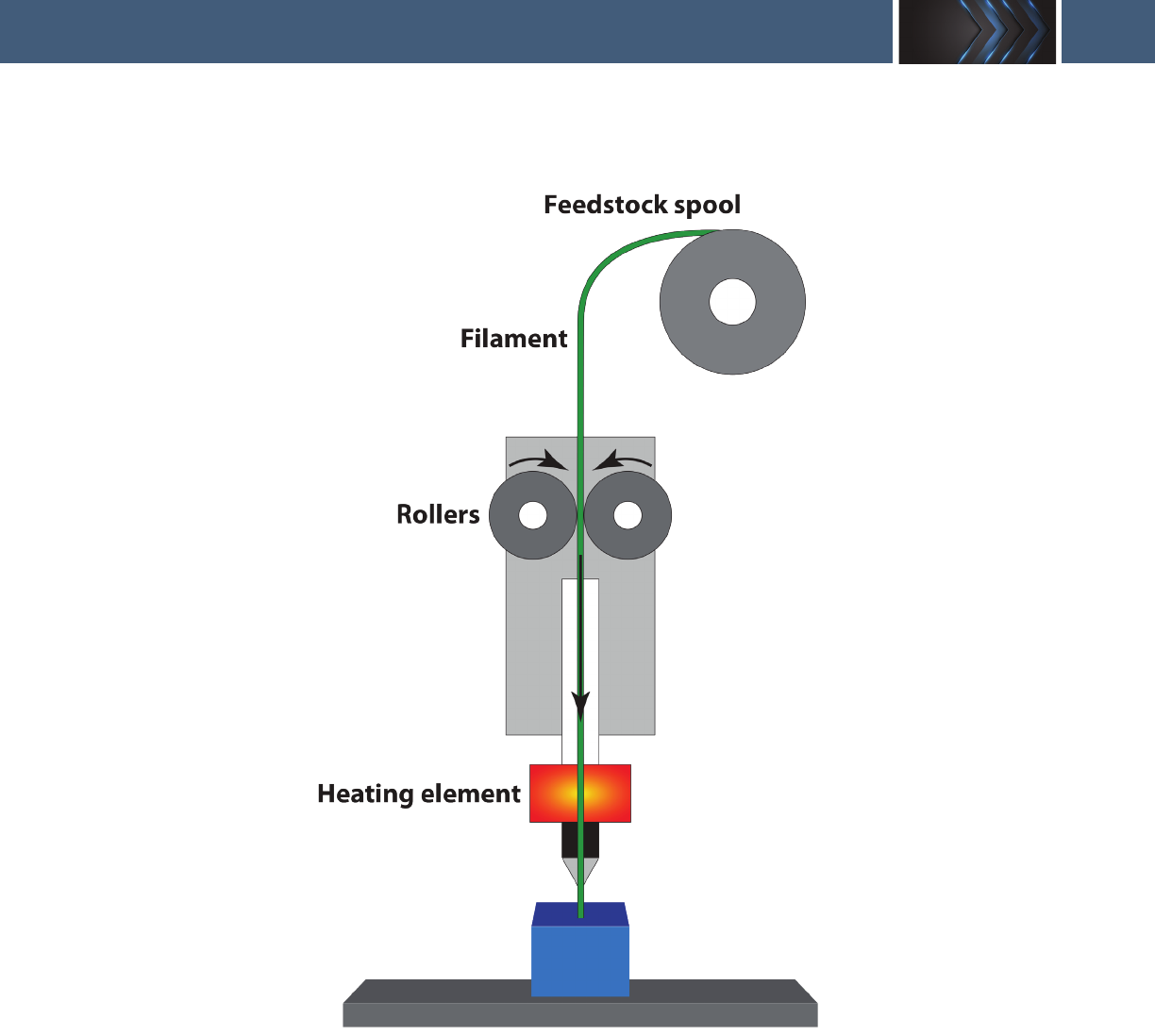
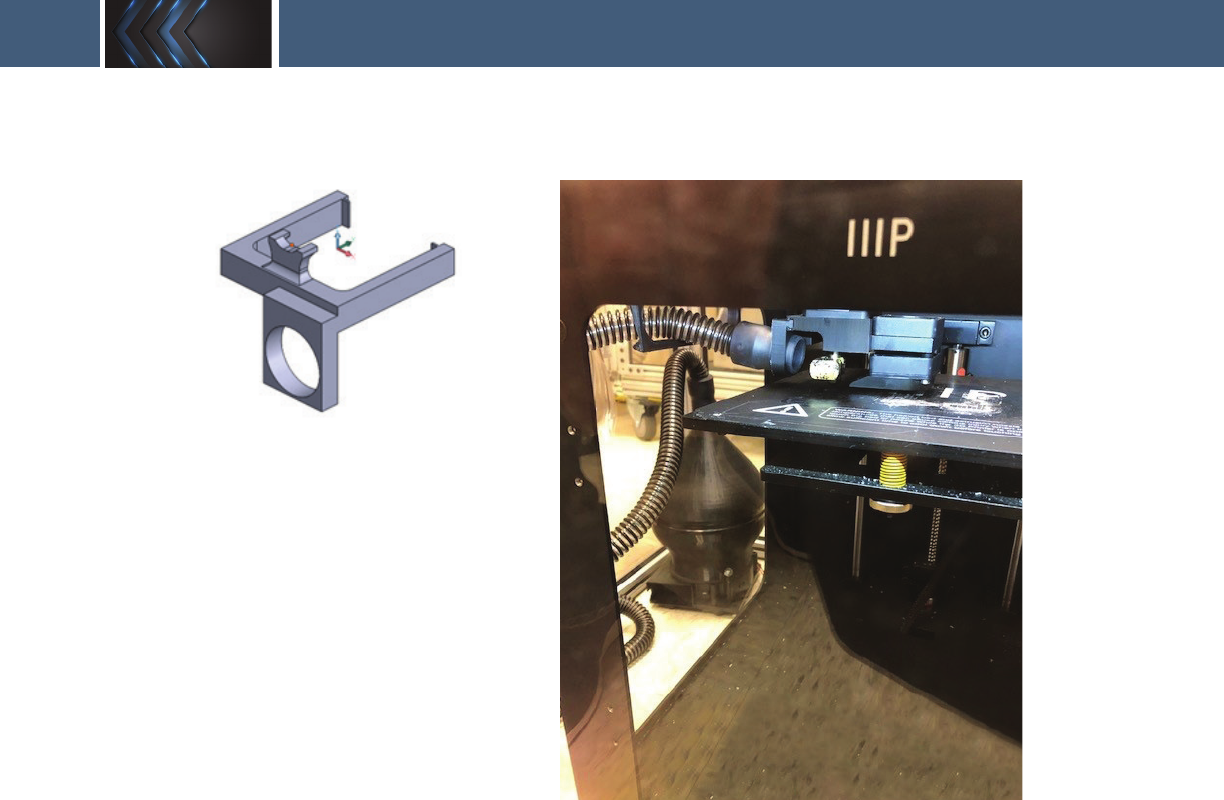
tion system used on the MakerBot Replicator+ 3D printer. Figure 8 shows a 3D CAD drawing
of the Monoprice MK11 control, and Figure 9 depicts the evaluated version connected to the 3D
printer and hose/fan/lter system.
14 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
Illustration by NIOSH
Figure 8. 3D CAD drawing of a
NIOSH-designed LEV control for a
Monoprice Maker Ultimate MK11 3D
printer [NIOSH 2022].
Figure 9. The NIOSH-designed LEV control for the
Monoprice Maker Ultimate MK 11, connected to a
filtration system [NIOSH 2022].
Photo by NIOSH
ese low-cost engineering controls are just two examples of custom engineering controls that can be
designed and installed on individual, open-frame-style desktop 3D printers. NIOSH will continue to
design these types of systems for other popular 3D printers. NIOSH has made the designs publicly
available through the National Institutes of Health website at “NIH 3D” (https://3d.nih.gov/)—an
open-source library of 3D printable designs. ese and other retrot engineering controls can
reduce 3D printer emissions, thereby reducing the potential for worker exposures. Before retrot
engineering controls are added to 3D printers in the workplace, a qualied safety and health profes-
sional should do a risk assessment. e assessment should verify that adding the engineering control
does not increase re risk, violate Nationally Recognized Testing Laboratory (NRTL) approval, void
the manufacturer’s warranty, or cause additional safety or health risks. NRTL is an independent
laboratory that tests and certies electrical products for the North American market. Engineering
controls introduced by the manufacturer into the original design of a 3D printer are preferred over
retrot controls.
Users of multiple 3D printers could also consider building an enclosed rack around the printer
shelves with see-through Plexiglas
®
or clear acrylic doors and walls. e rack should also have a
ventilation fan so that emissions are exhausted to the outdoors (Figure 10). An appropriately sized
fan could also be tted with a lter to trap VOCs and particulates. e design should consider
electrical supply limitations and avoid the use of power strips. A similar custom-built ventilated
enclosure eectively reduced particle concentrations in a print room by over 99% and reduced the
total organic chemical concentration by almost 70% (Figure 11) [NIOSH 2017].

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 15
ese low-cost engineering controls are just two examples of custom engineering controls that can be
designed and installed on individual, open-frame-style desktop 3D printers. NIOSH will continue to
design these types of systems for other popular 3D printers. NIOSH has made the designs publicly
available through the National Institutes of Health website at “NIH 3D” (https://3d.nih.gov/)—an
open-source library of 3D printable designs. ese and other retrot engineering controls can
reduce 3D printer emissions, thereby reducing the potential for worker exposures. Before retrot
engineering controls are added to 3D printers in the workplace, a qualied safety and health profes-
sional should do a risk assessment. e assessment should verify that adding the engineering control
does not increase re risk, violate Nationally Recognized Testing Laboratory (NRTL) approval, void
the manufacturer’s warranty, or cause additional safety or health risks. NRTL is an independent
laboratory that tests and certies electrical products for the North American market. Engineering
controls introduced by the manufacturer into the original design of a 3D printer are preferred over
retrot controls.
Users of multiple 3D printers could also consider building an enclosed rack around the printer
shelves with see-through Plexiglas
®
or clear acrylic doors and walls. e rack should also have a
ventilation fan so that emissions are exhausted to the outdoors (Figure 10). An appropriately sized
fan could also be tted with a lter to trap VOCs and particulates. e design should consider
electrical supply limitations and avoid the use of power strips. A similar custom-built ventilated
enclosure eectively reduced particle concentrations in a print room by over 99% and reduced the
total organic chemical concentration by almost 70% (Figure 11) [NIOSH 2017].
Illustration by NIOSH
Figure 10. Drawing of a ventilated Plexiglas
®
enclosure surrounding a bank of 3D printers.
Photo by NIOSH
Figure 11. Custom-built ventilated enclosure connected to a floor fan with particle and organic filters.
Custom enclosures can be built in multiple congurations to hold a wide variety of dierent sizes
and numbers of 3D printers. When designing an enclosure to contain emissions from multiple 3D
printers, be sure to consider the amount and location of exhaust airow and the sizing and loca-
tion of make-up air slots in the enclosure. Ventilated enclosures should be designed with enough
ventilation to remove VOCs and particles while maintaining temperatures inside the enclosure that

16 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
are consistent with operating specications recommended by the manufacturers of the 3D printing
equipment. Some designers of enclosures for 3D printers take advantage of the heat generated by
heated build plates and hot extruder nozzles. ey locate exhaust air takeos near the top of the
enclosure while providing slots for make-up air near the bottom of the enclosure. Another com-
mon design of enclosures is to use a cross-ow of air, with exhaust air takeos on one end and open
slots on the other (Figure 10).
Sizing and placement of exhaust air ducts and make-up air slots on ventilated enclosures may
also depend on the need to reduce air velocities inside the enclosure. is prevents warping of the
3D-printed product while still maintaining containment and temperature requirements. Higher
airow will be necessary to contain emissions if doors to the chamber are left open. Exhaust airow
from custom chambers can be exhausted to the outdoors. Federal, state, and local air pollution
control requirements should be consulted. e airow could be ltered and recirculated, provid-
ed the control has been evaluated to ensure contaminants are not released back into the room.
Custom enclosure containment eciency can be evaluated qualitatively using smoke visualization
techniques or quantitatively using tracer gas techniques or ultrane particle measurements. In
addition, solvents and other VOCs in the room air can be quantied using air sampling techniques
with charcoal tubes or other suitable sampling media (see Section 5.0).
Figure 12. Exhausting to the outdoors using a manufacturer-
installed connection.
Illustration by NIOSH

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 17
Additional engineering controls to be considered include the following:
Connecting larger enclosed 3D printers to rigid or exible exhaust ducting to route
emissions to the outdoors (Figure 12).
Printing in a room that is under a negative air pressure dierential relative to adjacent
areas. is means air ows into the printing area from surrounding areas.
Using HEPA-ltered LEV near printing. If concerned about VOCs, add gas and vapor
lters to LEV.
Using a ventilated glove box or containment system for cleaning and nishing activities
involving chemicals (for example, cleaning or spray-painting parts).
Using a ventilated enclosure or downdraft table for cutting and grinding parts during
post-processing.
Locating exhaust fans to minimize runs of exhaust duct at positive pressure relative to the
room(s).
Using a HEPA-ltered and re/explosion-certied vacuum to collect waste.
Grounding and bonding of equipment for static, re, and electrical safety.
Maintaining clearance from combustibles and installed re suppression nozzles (sprinklers).
Placing printers in areas with re detection and suppression systems.
Using “sticky mats” on oors at printing area exits/entrances to minimize transfer of parti-
cles on the soles of footwear from inside the 3D printing area to other areas of the facility.
Selecting the lowest printing temperature that achieves the desired result.
Utilizing enclosures or guards (such as silicon nozzle socks or an aluminum cover) that
prevent the user from coming into contact with the various parts that pose a risk of burn,
such as the nozzle and heated bed.
Equipping enclosures with an interlock system that pauses any printing when the
enclosure access is opened.
Recent research by the Health and Safety Executive (HSE) in the United Kingdom found that
exposures from an FFF 3D printer could be reduced by the following:
Setting a lower printer nozzle temperature.
Using a lament with a lower emission rate.
Placing the printer in a clear enclosing hood tted with an extraction fan and particulate lter.
Maintaining an enclosure “clearance time” of about 20 minutes after printing is complete
before opening [Hall et al. 2019].

18 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
4.5 Administrative controls
“Administrative controls” refer to employer-established work practices and policies to reduce or
prevent hazardous exposures. eir eectiveness depends on employer commitment and user
acceptance. Regular monitoring and reinforcement are necessary to ensure that policies and
procedures are followed consistently. If the risk cannot be avoided, policies should limit personnel
exposure to 3D printers, printer emissions, and associated activities. For example, keep printers in
a separately ventilated room that users only enter when necessary to retrieve completed parts or do
printer maintenance.
Administrative controls can include the following:
General
Incorporating 3D printing into the workplace safety (risk management) plan.
Training users on 3D printing hazards and available controls.
Restricting access to 3D printing areas to essential personnel only.
Developing written procedures that cover receiving and disposing of materials (laments,
resins, solvents), operation, and maintenance activities.
Maintaining controls that came on the printer (e.g., laser protection, heat shields,
machine guarding).
Considering purchase of 3D printers that have an approval from a Nationally Recognized
Testing Laboratory (NRTL).
Reducing time spent near the printing process (e.g., by remote monitoring, or leaving
the area when direct intervention or monitoring is not required).
Maintaining as much distance as possible between printers and users.
Conning long hair, loose clothing, head coverings, or head scarves before using any
3D printing devices.
Prohibiting the consumption of food or drinks in work areas.
Storing and working with small quantities of solvents in well ventilated areas that are
away from possible ignition sources and ensuring that containers are suitable, clearly
labeled, and stored appropriately.
Cleaning
Cleaning work areas frequently, including between prints or daily.
Using wet wiping for cleaning purposes.
Using a HEPA-ltered vacuum. Do not dry sweep or use compressed air.
Properly handling lters during removal, replacement, and disposal, as well as checking
and replacing seals as needed.
Handling and disposing of all waste materials (including cleaning materials and gloves)
in compliance with all applicable federal, state, and local regulations.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 19
Spills
Maintaining a chemical spill kit nearby, particularly if solvents are used for maintenance
and/or post-processing activities.
Providing an emergency eyewash station in the immediate vicinity of any process that
uses alkaline chemicals or other solvents.
Using absorbent pads in the event of leak or spill of printing material or other chemicals.
Hot temperatures
Turning o an FFF printer if the nozzle clogs and allowing time to ventilate and cool
down before removing the cover.
Lasers
Following guidance issued by the Laser Institute of America (LIA): American National
Standard for Safe Use of Lasers (ANSI Z136) [LIA 2014].
Noise
Following the OSHA regulations for occupational noise exposures if noise levels equal or
exceed an 8-hour time-weighted average (TWA) sound level of 85 decibels measured on
the A scale [Occupational noise exposure, 29 CFR 1910.95, 2022].
4.6 Personal protective equipment
PPE is the least eective means for controlling hazardous exposures. Proper use of PPE requires
a comprehensive program and a high level of user involvement and commitment. e correct
PPE must be chosen for each hazard. Supporting programs such as training, t testing, changeout
schedules, and medical assessment (for respirator usage) may be needed or required by law. PPE
should not be the sole method for controlling hazardous exposures. Because PPE is only eective if
properly selected, used, and maintained, PPE should be relied upon only until eective engineering
and administrative controls are in place. When using PPE as a control, the following suggestions
should be considered:
Following all PPE recommendations found in the SDS for the materials (print media,
solvents, etc.) in use.
Using respiratory protection when indicated and when engineering controls cannot con-
trol exposures, and in accordance with federal regulations [General requirements, 29 CFR
1910.132, 2022; Respiratory protection, 29 CFR 1910.134, 2022]. NIOSH guidance
on respirators can be found on the “Respirators” webpage at www.cdc.gov/niosh/topics/
respirators/.
Using eye protection (safety glasses, goggles, or face shields) during activities where air-
borne particulates or liquid spraying may be present (e.g., pouring resins, using solvents,
cutting, grinding, or sanding).
Consult manufacturer’s guidance on when laser eye protection is necessary. If uncertain,
consult an occupational safety and health professional.

20 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
Using nitrile or appropriate chemical-resistant gloves.
Using thermal gloves to prevent burns from hot printer heads.
Considering the use of lab coats or coveralls.
Preventing migration or cross-contamination of materials into non-work areas by not
allowing PPE to be worn outside work areas.
Using PPE that is appropriate for the surrounding activities. For example, a user cleaning a
printer next to another workstation may require the other user to wear the same level of PPE.
5 Exposure Assessment
e emissions from 3D printers can be evaluated using industrial hygiene sampling tools and
techniques [Hall et al. 2019; Stefaniak et al. 2019a]. A person experienced with industrial hygiene
sampling techniques should be consulted. Direct reading instruments such as condensation particle
counters or optical particle counters can determine variations in number, mass concentration, and/
or approximate size range of particles. Since not all instruments can determine the presence of all
types of particles at all size ranges, a suite of direct-reading instruments may be necessary. Using
these instruments in data-log mode, along with accurate eld notes detailing user work processes
throughout the day, can provide insight into specic activities or tasks that contribute to an in-
crease or decrease in particle concentrations or counts.
VOCs can be collected using either specic sampling collection media (such as sorbent tubes) con-
nected to a sampling pump, or by the use of diusion badges, an evacuated cylinder, or a photoio-
nization detector. Metals can be collected on various lter media. Analysis should be completed by
a laboratory procient in industrial hygiene sample analysis, such as a laboratory accredited by the
American Industrial Hygiene Association. e sampling results can be compared by knowledgeable
health and safety professionals to established occupational exposure limits such as the NIOSH
RELs, American Conference of Governmental Industrial Hygienists (ACGIH
®
) threshold limit
values, and OSHA permissible exposure limits (PELs) [Air contaminants, 29 CFR 1910.1000,
2022; ACGIH 2022; NIOSH 2007].
Noise levels can be determined using a sound level meter and results compared with the NIOSH
REL of 85 decibels, A-weighted (dBA) (for 8 hours), and OSHA PEL of 90 dBA (for 8 hours)
[NIOSH 1998; Occupational noise exposure, 29 CFR 1910.95, 2022]. Note that OSHA has a
hearing conservation requirement when noise levels equal or exceed an 8-hour TWA sound level of
85 dB measured on the A scale [Occupational noise exposure, 29 CFR 1910.95, 2022]. e free
NIOSH Sound Level Meter App (https://www.cdc.gov/niosh/topics/noise/app.html) is useful
for identifying areas or tasks that should be further evaluated by calibrated instruments. e app
should not be used to assess compliance with OSHA standards, however.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 21
6 Additional Information
e NIOSH workplace poster “3D Printing with Filaments: Health and Safety Questions to Ask”
(https://www.cdc.gov/niosh/docs/2020-115/default.html) (Appendix A) presents dierent con-
trol options and information to reduce exposure to potential hazards [NIOSH 2020a]. e poster
has information on the following:
Characterization of potential hazards
Work activities
Engineering controls
Administrative controls
PPE
While it is unlikely that makerspaces, schools, libraries, and other small businesses would be using
metal powder bed fusion 3D printers, NIOSH has also produced a workplace poster that addresses
printing with metal powders, “3D Printing with Metal Powders: Health and Safety Questions to
Ask” (https://doi.org/10.26616/NIOSHPUB2020114) [NIOSH 2020b].
e UK Consortium of Local Education Authorities for the Provision of Science Services
(CLEAPSS) and the Health and Safety Executive (HSE) have also produced a guidance publication
that applies to schools; “3D Printing In Schools and Colleges: Managing the Risks” is available at
http://dt.cleapss.org.uk/Resource-File/3D-printing-in-schools-and-colleges-managing-the-risks.
pdf [CLEAPSS 2020]. e HSE also has published “Measuring and Controlling Emissions from
Polymer Filament Desktop 3D Printers” [Hall et al. 2019].
7 Conclusions
e rapid growth and improvements in 3D printing technology have enabled many industries to
benet from it, and 3D printers are increasingly being used in non-industrial workplaces such as
makerspaces, schools, libraries, and small businesses. People have expressed concerns about poten-
tial exposure to ultrane particles and VOCs emitted from 3D printers in these workplace settings.
is report provides a variety of options and considerations to manage the potential occupational
health and safety risks in non-industrial workplaces. Always remember that no set of safety rec-
ommendations can be “one-size-ts-all,” because a variety of printing types, processes, and print
materials can be used in dierent frequencies and durations while 3D printing in dierent settings.
Makerspaces, schools, libraries, and small businesses should develop a site-specic risk management
plan that follows the hierarchy of controls, as described in this report, as a basic reference. Using
ventilated enclosures, LEV, administrative controls, and PPE can prevent unnecessary exposures,
control odors, and reduce emissions during 3D-printing and associated tasks.

22 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
References
ACGIH [2022]. ACGIH
®
TLVs and BEIs: threshold limit values for chemical substances and
physical agents and biological exposure indices. Cincinnati, OH: American Conference of Govern-
mental Industrial Hygienists Worldwide, 2022, https://www.acgih.org/science/tlv-bei-guidelines/.
Air contaminants, 29 CFR 1910.1000 (2022), PDF le, https://www.govinfo.gov/content/pkg/
CFR-2022-title29-vol6/pdf/CFR-2022-title29-vol6-sec1910-1000.pdf.
All3DP [2022]. e ultimate lament guide best 3D printer lament: the main types in 2022.
München, Germany: All3DP GmbH, https://all3dp.com/1/3d-printer-lament-types-3d-print-
ing-3d-lament/.
ANSI/ASSE [2011]. PtD Standard Z590.3-2011, Prevention through Design: guidelines for
addressing occupational risks in design and redesign processes. Des Plaines, IL: American National
Standards Institute/American Society of Safety Engineers, https://store.assp.org/PersonifyEbusi-
ness/Store/Product-Details/productId/226753699.
Azimi P, Zhao D, Pouzet C, Crain N, Stephens B [2016]. Emissions of ultrane particles and vola-
tile organic compounds from commercially available desktop three-dimensional printers with mul-
tiple laments. Environ Sci Technol 50(3):1260–1268, https://doi.org/10.1021/acs.est.5b04983.
Bharti N, Singh S [2017]. ree-dimensional (3-D) printers in libraries: perspective and
preliminary safety analysis. J Chem Educ 94(7):879–885, https://doi.org/10.1021/acs.
jchemed.6b00745.
Bowers LN, Ranpara AC, Roach KA, Knepp AK, Arnold ED, Stefaniak AB, Virji MA [2022].
Comparison of product safety data sheet ingredient lists with skin irritants and sensitizers present
in a convenience sample of light-curing resins used in additive manufacturing. Regul Toxicol Phar-
macol 133:105198, https://doi.org/10.1016/j.yrtph.2022.105198.
Byrley P, George BJ, Boyes WK, Rogers K [2019]. Particle emissions from fused deposition
modeling 3D printers: evaluation and meta-analysis. Sci Total Environ 655:395–407, https://doi.
org/10.1016/j.scitotenv.2018.11.070.
Campbell I, Bourell D, Gibson I [2012]. Additive manufacturing: rapid prototyping comes of age.
Rapid Prototyp J 18(4):255–258, https://doi.org/10.1108/13552541211231563.
Campbell T, Williams C, Ivanova O, Garrett B [2011]. Could 3-D printing change the world?
Technologies, potential, and implications of additive manufacturing. Washington, DC: Atlantic
Council, https://www.atlanticcouncil.org/in-depth-research-reports/report/could-3d-printing-
change-the-world/.
Chan FL, House R, Kudla I, Lips-zyc JC, Rajaram N, Tarlo SM [2018]. Health survey of employees
regularly using 3D printers. Occup Med 68(3):211, https://doi.org/10.1093/occmed/kqy042.
CLEAPSS [2020]. 3D printing in schools and colleges: managing the risks. Consortium of Local
Education Authorities for the Provision of Science Services (CLEAPSS) and the Health and Safety
Executive (HSE), http://dt.cleapss.org.uk/Resource-File/3D-printing-in-schools-and-colleges-
managing-the-risks.pdf.
Deng Y, Cao SJ, Chen A, Guo Y [2016]. e impact of manufacturing parameters on submicron
particle emissions from a desktop 3D printer in the perspective of emission reduction. Build Environ
104:311–319, https://doi.org/10.1016/j.buildenv.2016.05.021.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 23
Donaldson K, Stone V, Tran CL, Kreyling W, Borm PJ [2004]. Nanotoxicology. Occup Environ
Med 61:727–728, http://doi.org/10.1136/oem.2004.013243.
Du Preez S, Johnson A, LeBouf RF, Linde SJL, Stefaniak AB, Du Plessis J [2018]. Exposures
during industrial 3-D printing and post-processing tasks. Rapid Prototyp J 24(5):865–871, http://
doi.org/10.1108/RPJ-03-2017-0050.
Dunn KL, Dunn KH, Hammond D, Lo S [2020a]. ree-dimensional printer emissions and
employee exposures to ultrane particles during the printing of thermoplastic laments con-
taining carbon nanotubes or carbon nanobers. J Nanoparticle Res 22(46):1–13, https://doi.
org/10.1007/s11051-020-4750-8.
Dunn KL, Hammond D, Menchaca K, Dunn KH, Roth G [2020b]. Reducing ultrane partic-
ulate emission from multiple 3D printers in an oce environment using a prototype engineering
control. J Nanoparticle Research 22(5):112, https://doi.org/10.1007/s11051-020-04844-4.
Floyd EL, Wang J, Regens JL [2017]. Fume emissions from a low-cost 3-D printer with various l-
aments. J Occup Environ Hyg 14:523–533, https://doi.org/10.1080/15459624.2017.1302587.
General requirements, 29 CFR 1910.132 (2022), PDF le, https://www.govinfo.gov/content/
pkg/CFR-2022-title29-vol5/pdf/CFR-2022-title29-vol5-sec1910-132.pdf.
Hall S, Pengelly I, Sta J, Plant N, Evans G [2019]. Measuring and controlling emissions from
polymer lament desktop 3D printers. Health and Safety Executive (HSE). Derbyshire, UK:
Health and Safety Executive, https://www.hse.gov.uk/research/rrpdf/rr1146.pdf.
Hazard communication, 29 CFR 1910.1200 (2022), PDF le, https://www.govinfo.gov/content/
pkg/CFR-2022-title29-vol6/pdf/CFR-2022-title29-vol6-sec1910-1200.pdf.
Homan T [2018]. 3D printer laments explained. PC Magazine, April 28, https://www.pcmag.
com/how-to/3d-printer-laments-explained.
House R, Rajaram N, Tarlo SM [2017]. Case report of asthma associated with 3D printing. Occup
Med 67(8):652–654, https://doi.org/10.1093/occmed/kqx129.
IARC [1999]. Monographs on the evaluation of carcinogenic risks to humans. Vol. 73. Lyon,
France: World Health Organization, International Agency for Research on Cancer, https://
monographs.iarc.fr/wp-content/uploads/2018/06/mono73.pdf.
ILO [2010]. International Chemical Safety Card. Chloroform. Geneva, Switzerland: World Health
Organization, International Labour Oce, https://www.ilo.org/dyn/icsc/showcard.display?p_
lang=en&p_card_id=0027&p_version=2
ISO [2015]. Additive manufacturing—general principles—terminology. Geneva, Switzerland: Interna-
tional Organization for Standardization ISO/ASTM, https://www.iso.org/standard/69669.html.
Kim Y, Yoon C, Ham S, Park J, Kim S, Ohhun Kwon, Tsai P-J [2015]. Emissions of nanoparticles
and gaseous material from 3D printer operation. Environ Sci Technol 49:12044–12053, https://
doi.org/10.1021/acs.est.5b02805.
LIA [2014] American national standard for safe use of lasers. Orlando, FL: Laser Institute of America,
https://webstore.ansi.org/standards/lia/ansiz1362014.
Mendes L, Kangas A, Kukko K, Mølgaard B, Säämänen A, Kanerva T, Ituarte IF, Huhtiniemi
M, Stockmann-Juvala H, Partanen J, Hämeri K, Eleftheriadis K, Viitanen [2017]. Charac-
terization of emissions from a desktop 3D printer. J Indust Ecol 21:S94–S106, https://doi.
org/10.1111/jiec.12569.

24 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
Mooreeld-Lang H [2014]. Makers in the library: case studies of 3-D printers and makerspaces in
library settings. Library Hi Tech 32(4):583–593, https://doi.org/10.1108/LHT-06-2014-0056.
NCEH [2022]. What noises cause hearing loss? Atlanta, GA: U.S. Department of Health and
Human Services, Centers for Disease Control and Prevention, National Center for Environmental
Health, https://www.cdc.gov/nceh/hearing_loss/what_noises_cause_hearing_loss.html.
NIOSH [1998]. Criteria for a recommended standard: occupational noise exposure. Cincinnati,
OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention,
National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 98-126,
https://www.cdc.gov/niosh/docs/98-126/.
NIOSH [2007]. NIOSH pocket guide to chemical hazards. Cincinnati, OH: U.S. Department of
Health and Human Services, Centers for Disease Control and Prevention, National Institute for
Occupational Safety and Health, DHHS (NIOSH) Publication No. 2005-149, https://www.cdc.
gov/niosh/docs/2005-149/default.html.
NIOSH [2017]. Evaluation of 3-D printer emissions and personal exposures at a manufacturing
workplace. By Stefaniak AB, Hammond DR, Johnson AR, Knepp AK, LeBouf RF. Morgantown,
WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention,
National Institute for Occupational Safety and Health, HHE 2017-0059-3291, https://www.cdc.
gov/niosh/hhe/reports/pdfs/2017-0059-3291.pdf.
NIOSH [2020a]. 3D printing with laments: health and safety questions to ask. Cincinnati, OH:
U.S. Department of Health and Human Services, Centers for Disease Control and Prevention,
National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2020-115,
https://www.cdc.gov/niosh/docs/2020-115/default.html.
NIOSH [2020b]. 3D printing with metal powders: health and safety questions to ask. Cincinnati,
OH: U.S. Department of Health and Human Services, Centers for Disease Control and Preven-
tion, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No.
2020-114, https://www.cdc.gov/niosh/docs/2020-114/default.html.
NIOSH [2022]. Design and evaluation of low cost, custom, retrotted engineering controls for
3D printing. By O’Connor C, Barnes C, Kent L, Hammond D. Cincinnati, OH: U.S. Depart-
ment of Health and Human Services, Centers for Disease Control and Prevention, National
Institute for Occupational Safety and Health, EPHB Report No. 2022-DFSE-959, https://www.
cdc.gov/niosh/surveyreports/pdfs/2022-DFSE-959.pdf.
Occupational noise exposure, 29 CFR 1910.95 (2022), PDF le, https://www.govinfo.gov/con-
tent/pkg/CFR-2022-title29-vol5/pdf/CFR-2022-title29-vol5-sec1910-95.pdf.
Respiratory protection, 29 CFR 1910.134 (2022), PDF le, https://www.govinfo.gov/content/
pkg/CFR-2022-title29-vol5/pdf/CFR-2022-title29-vol5-sec1910-134.pdf.
Roney S, Klein A, Hart A [2016]. e health eects of 3D printing: basic steps you can take to
protect your patrons and sta. American Libraries Magazine, October 11, https://americanlibrar-
iesmagazine.org/2016/10/11/the-health-eects-of-3d-printing/.
Roth GA, Geraci CL, Stefaniak A, Murashov V, Howard J [2019]. Potential occupational hazards
of additive manufacturing, J Occup Environ Hyg 16(5):321–328, https://doi.org/10.1080/15459
624.2019.1591627.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 25
Rumchev K, Brown H, Spickett J [2007]. Volatile organic compounds: do they present a risk to
our health? Rev Environ Health 22(1):67–82, https://doi.org/10.1515/REVEH.2007.22.1.39.
Scungio M, Vitanza T, Stabile L, Buonanno G, Morawska L [2017]. Characterization of particle
emission from laser printers, Sci Total Environ 586:623–630, https://www.sciencedirect.com/
science/article/pii/S0048969717302711.
Secondo L, Adawi H, Cuddehe J, Hopson K, Schumacher A, Mendoza L, Cartin C, Lewinski N
[2020]. Comparative analysis of ventilation eciency on ultrane particle removal in university
MakerSpaces. Atmos Environ 224:117321.
Selection and use of work practices, 29 CFR 1910.333 (2022), PDF le, https://www.govinfo.
gov/content/pkg/CFR-2022-title29-vol5/pdf/CFR-2022-title29-vol5-sec1910-333.pdf.
Sesto [2017]. 3D printing in schools—health & safety FAQ. Javelin Technologies, Inc., https://
www.javelin-tech.com/blog/2017/01/3d-printing-school-health-safety-faq/.
Stabile L, Scungio M, Buonanno G, Arpino F, Ficco G [2017]. Airborne particle emission of
a commercial 3D printer: the eect of lament material and printing temperature. Indoor Air
27:398–408, https://onlinelibrary.wiley.com/doi/full/10.1111/ina.12310.
Stefaniak AB, Bowers LN, Knepp AK, Virji MA, Birch ME, Ham JE,Wells JR, Qi C, Schwegler-
Berry D, Friend S, Johnson AR, Martin SB Jr., Qian Y, LeBouf RF, Birch Q, Hammond D [2018].
ree-dimensional printing with nano-enabled laments releases polymer particles containing
carbon nanotubes into air. Indoor Air 28(6):840–851, https://doi.org/10.1111/ina.12499.
Stefaniak AB, Bowers LN, Knepp AK, Luxton TP, Peloquin DM, Baumann EJ, Ham JE, Wells JR,
Johnson AR, LeBouf RF, Su F-C, Martin SB, Virji MA [2019a]. Particle and vapor emissions from
vat polymerization desktop-scale 3-dimensional printers, J Occup Environ Hyg 16:8, 519–531,
https://doi.org/10.1080/15459624.2019.1612068.
Stefaniak AB, Johnson AR, du Preez S, Hammond DR, Wells JR, Ham JE, LeBouf RF, Martin
SB Jr., Duling MG, Bowers LN, Knepp AK, de Beer DJ, du Plessis JL [2019b]. Insights into
emissions and exposures from use of industrial-scale additive manufacturing machines. Saf Health
Work 10(2):229–236, https://doi.org/10.1016/j.shaw.2018.10.003.
Stefaniak AB, Johnson AR, du Preez S, Hammond DR, Wells JR, Ham JE, LeBouf RF, Menchaca
KW, Martin SB Jr., Duling MG, Bowers LN, Knepp AK, Su FC, de Beer DJ, du Plessis JL [2019c].
Evaluation of emissions and exposures at workplaces using desktop 3-dimensional printers. J Chem
Health Saf 26(2):19–30, https://doi.org/10.1016/j.jchas.2018.11.001.
Stefaniak AB, LeBouf RF, Duling MG, Yi J, Abukabda A, McBride CR, Nurkiewicz TR [2017a].
Inhalation exposure to 3-dimentional printer stimulates acute hypertension and microvascular
dysfunction. Toxicol Appl Pharmacol 335(15):1–5, https://doi.org/10.1016/j.taap.2017.09.016.
Stefaniak AB, LeBouf RF, Yi J, Ham J, Nurkiewicz T, Schwegler-Berry D, Chen B, Wells J, Duling
M, Lawrence R, Martin S, Johnson A, Virji M [2017b]. Characterization of chemical contami-
nants generated by a desktop fused deposition modeling 3-dimensional printer. J Occup Environ
Hyg 14(7):540–550, https://doi.org/10.1080/15459624.2017.1302589.
Steinle P [2016]. Characterization of emissions from a desktop 3D printer and indoor air measure-
ments in oce settings. J Occup Environ Hyg 13(2):121–132, https://doi.org/10.1080/1545962
4.2015.1091957.

26 | Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses
Stephens B, Azimi P, El Orch Z, Ramos T [2013]. Ultrane particle emissions from desktop 3D
printers. Atmos Environ 79(2013):334–339, https://doi.org/10.1016/j.atmosenv.2013.06.050.
Tyson M [2018]. Advanced guide to printing PLA lament. 3D Printing Solutions, May 21,
https://www.3dprintingsolutions.com.au/User-Guides/how-to-3d-print-pla-lament.
Viitanen A-K, Kallonen K, Kirsi K, Kanerva T, Saukko E, Hussein T, Hämeri K, Säämänen
A. [2021]. Technical control of nanoparticle emissions from desktop 3D printing. Indoor Air
31(4):1061–1071, https://doi.org/10.1111/ina.12791.
Yi J, LeBouf R, Duling M, Nurkiewicz T, Chen B, Schwegler-Berry D [2016]. Emission of par-
ticulate matter from a desktop three-dimensional (3D) printer. J Toxicol Environ Part A 79(11)
453–465, https://doi.org/10.1080/15287394.2016.1166467.
Zhang Q, Wong JPS, Davis AY, Black MS, Weber RJ [2017]. Characterization of particle emissions
from consumer fused deposition modeling 3-D printers. Aerosol Sci Technol 51(11):1275–1286,
https://www.doi.org/10.1080/02786826.2017.1342029.

Approaches to Safe 3D Printing: A Guide for Makerspace Users, Schools, Libraries, and Small Businesses | 27
Appendix A: Workplace Poster

