
ORIGINAL ARTICLE
Comparative analysis of the properties of the nodular cast
iron with carbides and the austempered ductile iron
with use of the machine learning and the support vector machine
Dorota Wilk-Kolodziejczyk
1,2
& Krzysztof Regulski
1
& Grzegorz Gumienny
3
Received: 16 September 2015 /Accepted: 12 February 2016 /Published online: 9 March 2016
#
The Author(s) 2016. This article is published with open access at Springerlink.com
Abstract The use of modern casting materials allows the
achievement of higher product quality indices. The conducted
experimental studies of new materials allow obtaining alloys
with high performance properties while maintaining low pro-
duction costs. Studies have shown that in certain areas of
applications, the expensive to manufacture austempered duc-
tile iron (ADI) can be replaced with ausferritic ductile iron or
bainitic nodular cast iron with carbides, obtained without the
heat treatment of castings. The dissemination of experimental
results is possible through the use of information technologies
and building applications that automatically compare the
properties of materials, as the machine learning tools in com-
parative analysis of the properties of materials, in particular
ADI and nodular cast iron with carbides.
Keywords Austemperedductileiron(ADI)
.
Nodularcastiron
with carbides (NCIC)
.
Cast iron
.
Data mining
.
Machine
learning
.
Support vector machine
1 Introduction
Ductile iron continues being one of the most dynamically
developing cast materials in the world. It is used by engineers
as a preferred material for parts of the machinery and equip-
ment. This forces the need to improve its functional properties
through the development of new types of ductile iron, satisfy-
ing the high demands of customers.
Studies to improve the properties of ductile iron have led to
the development of materials such as austempered ductile iron
(ADI) or ausferritic nodular cast iron with carbides (NCIC).
The microstructure of these materials ensures high properties
both mechanical and functional. An advanced variation of
ADI is carbidic austempered ductile iron (CADI), which of-
fers an increased resistance to wear. The required properties of
this material are obtained, like in the case of ADI, by heat
treatment of castings [
1–5].
ADI is obtained by a heat treatment, which consists in
quenching and isothermal holding in a temperature range of
250–400 °C. A unique combination of these cast iron proper-
ties, including the strength, ductility, and fatigue behavior,
makes this material a successful substitute for steel compo-
nents or even aluminum alloys. ADI has a high fatigu e
strength higher than aluminum and is resistant to abrasive
and adhesive wear [
5, 6], but above all, its use can significant-
ly reduce production costs by approx. 20 % compared with
wrought steel and 50 % compared with aluminum. Another
important feature is the cost of heat treatment lower than, for
example, the cost of carburizing. Besides, the mere process of
making iron castings is cheaper than the cost of making steel
castings (lower energy consumption), not to mention even the
forged steel, in the case of which the cost of production is
additionally increased by the operation of plastic forming.
ADI without heat treatment has better machinability, which
increases tool life. On the other hand, finished items have the
mechanical properties similar to numerous steel grades, while
being approx. 10 % lighter [
6, 7].
The technologically demanding process to obtain ADI is an
example of how important is accurate information about the
individual process parameters. Parameters such as the temper-
ature and time in different phases of the process, and also the
* Dorota Wilk-Kolodziejczyk
dwilk@agh.edu.pl
1
AGH University of Science and Technology, Krakow, Poland
2
Foundry Research Institute, Krakow, Poland
3
Lodz University of Technology, Lodz, Poland
Int J Adv Manuf Technol (2016) 87:1077–1093
DOI 10.1007/s00170-016-8510-y

chemical composition, strongly influence the final properties
of the material.
An alternative way of obtaining the bainitic or ausferritic
microstructure is by introducing elements that affect the aus-
tenite stability. In this way, an ausferritic or bainitic NCIC is
obtained. The change in the microstructure caused by the use
of alloying elements allows eliminating the costly heat treat-
ment. Isothermal transformation is necessary in the
manufacturing process of ADI significantly increasing the to-
tal cost of production. The results reviewed in this article show
beneficial effect of alloying elements on the microstructure of
ductile iron, which means the possibility of obtaining either
bainitic or ausferritic matrix with carbides increasing the wear
resistance [
8–14].
The studies of wear resistance indicate that the developed
ductile iron with carbides can successfully be used for ma-
chine parts, which are required to offer high resistance to wear,
replacing in this way, e.g., castings made of ADI [
5, 6].
Wear resistance as an important factor in the choice of con-
struction material is but only one in the vast range of other
material properties. In product design, the technologist must take
into account a number of other criteria comprised in the technical
requirements. Some materials, although significantly different
from each other in terms of, e.g., density, may have similar
characteristics as regards their mechanical properties and as such
can be interchangeably taken into account in the design of prod-
ucts. Each product must meet some specific requirements—
sometimes the critical factor will be appropriate damping capac-
ity, and in other cases, it may be the wear resistance.
Promoting new materials requires adequate dissemination of
information, best achieved with the use of modern computer
technology. Providing precise information can support the more
frequent choice of particular material. A tool for the efficient and
automatic classification of materials will serve as an aid
supporting decisions regarding the selection of construction ma-
terials. In this way, the technologist will be able to make the best
choice from among the wide range of various, but often similar ,
materials that meet the most demanding technological criteria,
such as the tensile strength (R
m
), the force needed to break the
material sample, and yield strength (R
p0.2
), the stress a material
can withstand without permanent deformation, elongation (A),
and hardness (HB). At this point, the problem is how to deter -
mine which materials can be classified as “si milar.” This is a
simple task in the case of two or three parameters, but with an
increasing number of attributes and the number of materials
taken into account, it becomes a multicriteria analysis. W ithout
calculations, the issue becomes quite difficult to comprehend,
even for the technologist, let alone for stakeholders such as cus-
tomers or persons preparing the offer .
Here come to the rescue the data mining tools and machine
learning techniques drawing inspiration from the studies of
artificial intelligence. The paper will present the use of a num-
ber of algorithms for classification, taking into account their
effectiveness in solving the stated problem characterized by a
strong non-linearity.
In the former authors’ research, the problems of
multicriteria decision support based on discrete and continu-
ous signals were investigated with a possibility of use of the
artificial intelligence methods in the domain of foundry engi-
neering and metal processing. Those solutions were widely
discussed in [
15, 16] where an application of decision trees
was presented in the conditions of metal processing and pro-
cess optimization and in [17–19] where casting defects were
indentified and classified with data mining techniques. Also a
problem of knowledge representation was studied within
those works in the context of data acquisition and integration
in order to further process information [
20–22]. The reasoning
models based on one of logic knowledge representations—
logic of plausible reasoning—were widely described in [23,
24]. An artificial intelligence was successfully applied in the
systems of pattern recognition and diagnostics—an important
domain of industry processes [
25–27].
The problem in the analysis of experimental data is often
the acquisition of the data needed for research. An invaluable
source of data that until recently was not taken into account in
research activities is the Internet. Searching for information to
select process parameters and support the decision-making
procedure is becoming nowadays more and more difficult
due to the dispersion of research centers, a variety of sources
(researchers , technologists, magazines, books, research re-
ports, results of experiments), even in a niche so small as the
production of ADI. Increasingly, all these sources of informa-
tion can be found on the World Wide Web, but to accomplish
this, it is often not enough to use Google.com, and even if it is,
the task may turn out to be quite difficult [
28, 29].
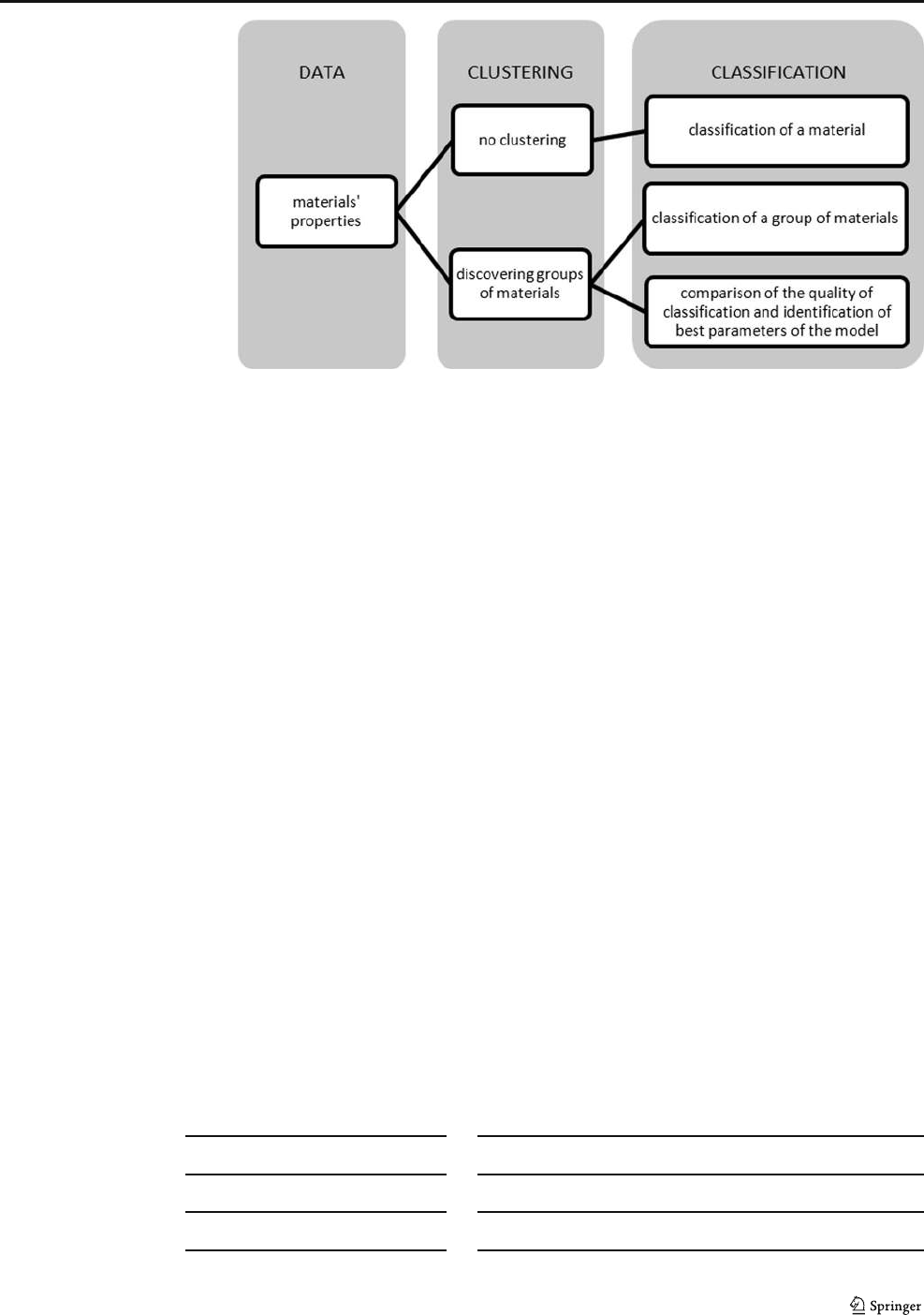
The proposed analysis is done by two routes, and one of
them is to examine the problem of classification based on the
raw data concerning various properties. This method can be
improved by a preliminary analysis of clusters based on prop-
erties, making classification more rough but at the same time
flawless (Fig. 1).
2 The results of experiments with different materials
2.1 NCIC
The base cast iron was melted in an electric medium frequency
induction furnace. The charge was composed of pig iron of a
special c hemical c omposition presented in Tabl e
1 and
S235JR steel scrap with chemical composition according to
the PN-EN 10025-1:2007 standard.
The content of silicon and manganese was adjusted with
theadditionofFeSi75andFeMn75,respectively.Thechem-
ical composition of cast iron was examined with a
SPECTROMAXx emission spectrometer provided with spark
1078 Int J Adv Manuf T echnol (2016) 87:1077–1093
excitation from SPECTRO Analytical Instruments GmbH.
The spheroidization of cast iron was made by Inmold process,
using Lamet® 5504 master alloy from the Norwegian Elkem
Company. The chemical composition of the master alloy is
shown in Table
2.
Due to its strong inoculating effect, the master alloy used
for the Inmold spheroidizing treatment has provided a high
degree of the refinement of eutectic grains in the tested ductile
iron. This produced a large number of fine eutectic grains and
carbides. This is important for the castings whose functional
properties are to be achieved in as-cast condition, i.e., without
the use of heat treatment.
In the study, the data was collected from 150 melts. As
alloying additions, elements such as copper, nickel, molybde-
num, and chromium were used in concentrations strictly de-
pendent on the effect they exert on the microstructure and
properties of cast iron. The additions of Mo, Cr, Ni, and Cu
enable obtaining the ductile iron whose metallic matrix is
based on bainite, ausferrite, martensite, or a mixture of these
constituents, additionally containing carbides to increase the
wear resistance without subjecting the casting to a heat treat-
ment. The effect of various alloying elements on the micro-
structure and properties of cast iron was investigated. (1) Due
to its pearlitizing effect, the addition of copper greatly reduces
the temperature of the beginning of austenite transformation.
The addition of copper resulted in the disappearance of ferrite
and in the formation of a pearlitic microstructure of the metal
matrix in the entire examined range of the casting wall thick-
ness values. (2) The addition of nickel raised the temperature
of the eutectic transformation by approx. 6 °C (slightly smaller
increase than that observed in the cast iron containing Cu).
This is due to the graphitizing effect of an intensity similar to
Cu. Compared with unalloyed cast iron, nickel reduces the
tendency to the matrix ferritization. However, in the case un-
der discussion, this effect was weaker compared to the cast
iron containing copper, because in castings with the examined
range of wall thickness values, the graphite nodule s were
surrounded by the precipitates of ferrite. (3) Compared to un-
alloyed cast iron, the addition of 1.5 % molybdenum resulted
in a significant drop of the crystallization temperature of the
eutectic (by approx. 16 °C). (4) The addition of Cr reduced the
temperature of the eutectic crystallization by about 10 °C,
compared to the unalloyed cast iron, but the drop was smaller
than in the cast iron c ontaining similar amount of Mo.
Chromium intensively raises the temperature of the pearlitic
transformation in nodular cast iron. The addition of about
1.5 % Cr favors matrix pearlitization and promotes carbide
formation in the microstructure of the cast iron metal matrix.
Studies have shown that to produce upper bainite in the
matrix of nodular cast iron with carbides, it was necessary to
introduce a combined addition of molybdenum and nickel.
Molybdenum concentration w as changing in the range of
1.3 to 2.1 % with nickel content comprised in the range of
0.7–1.1 % (depending on the casting wall thickness and con-
centration of other elements). Depending on the concentration
of Mo, Ni, and Cr, the surface content of carbides in the cast
Fig. 1 Diagram of the process of
modelling the problem of the
selection of material based on
required properties
Tabl e 1 Chemical
composition of special
pig iron
Chemical composition, wt%
CSiMnP S
4.44 0.69 0.025 0.046 0.009
Tabl e 2 Chemical composition of the spheroidizing-inoculating master
alloy [
1]
Chemical composition, wt%
Si Mg Ca La Al Fe
44–48 5–60.4–0.6 0.25–0.40 0.8–1.2 Rest
Int J Adv Manuf Technol (2016) 87:1077–1093 1079

iron was from 0 to about 12 %; the content higher than 5 %
resulted in a significant drop of ductility. The microstructure
of upper bainite without the inclusions of other phases was
obtained in the nodular cast iron with carbides for the follow-
ing range of the chemical composition (wt %): C = 3.27–
3.91 %, Si = 2.23–2.56 %, Mn = 0.05–0.09 %, Cr = 0.00–
0.28 %, Mo = 1.87–2.13 %, and Ni = 0.66–1.05 %. Due to
the increased content of carbides in thin-walled castings, Mo
concentration could be reduced to about 1.5 %. This reduced
the surface content of carbides to about 5 % and increased the
ductility.
To obtain in the cast iron metal matrix the structure of upper
bainite without carbide precipitates, molybdenum concentra-
tion was decreased to about 1.3 %. The maximum tensile
strength of the nodular cast iron with carbides and the upper
bainite was about 1000 MPa at an elongation of about 3–4%.
At a 6 % elongation, the value of R
m
was 750 MPa with the
yield strength of 500 MPa.
The cast iron with a metal matrix microstructure composed
of upper bainite, lower ba init e, and carbi de s had slightly
higher mechanical properties. This was due to the nickel con-
centration raised to about 1.5 % with molybdenum concentra-
tion similar as in the cast iron with upper bainite. In thin-
walled castings, the concentration of nickel should be lower,
considering the high cooling rate and the possibility of mar-
tensite formation. The range of the chemical composition for
the nodular cast iron with carbides and a mixture of upper and
lower bainite was as follows (wt %): C = 3.57–3.83 %,
Si = 2.36–2.87 %, Mn 0.05–0.09 %, Cr = 0.00–0.34 %,
Mo = 1.91–2.05 %, and Ni = 1.33–1.62 %. I t allowed
obtaining the cast iron with a tensile strength R
m
in the range
of 850–1050 MPa at an elongation A of 4–2%.
Introducing to the cast iron with molybdenum, small (about
0.5 %) quantities of chromium and copper in a concentration
of 1.3–2.0 % produced ausferrite and carbides in the metal
matrix without the need for the heat treatment of castings.
Depending on the cooling rate (casting wall thickness), the
ausferritic microstructure of nodular cast iron with carbides
was obtained for the following range of chemical composition
(wt %): C = 3.53–3.84 %, Si = 2.40–2.63 %, Mn 0.28–0.34 %,
Mo = 1.41–1.62 %, Cr = 0.45–0.55 %, and Cu = 1.03–2.08 %.
In thin-walled castings, ausferrite was obtained with copper
content in the lower limit of the specified range. In the castings
with a wall thickness of 25 mm, the minimum Cu content
necessary to obtain ausferrite free from the precipitates of
pearlite was 1.5 %. Increasing the concentration of Cu to
about 2.0 % did not cause the despheroidization of the nodular
graphite.
Among the investigated types of nodular cast iron with
carbides, the cast iron with an ausferritic microstructure of
the metal matrix had the highest strength properties. Its tensile
strength (R
m
) varied between 750 and 1 100 MPa at an elon-
gation (A) of 6 to 3 %, respectively. The hardness in Brinell
scale (HB) of ausferritic cast iron was from 280 to 345 HB
units and was by up to 40 HB units lower than the hardness of
the cast iron with upper bainite.
The presence of carbides in the ductile iron metal matrix is
expected to increase the resistance to abrasive and adhesive
wear compared with other, currently used, types of cast iron.
The abrasive and adhesive wear of the newly developed cast
iron grades was compared with the grades used so far, ADI
included. The effect of the surface content of carbides on the
cast iron wear resistance was examined [
11, 14]. In this group
of materials, ADI had the lowest hardness among all the ex-
amined cast iron grades. The cast iron with upper bainite ma-
trix exhibited a slightly higher hardness of 272 HB units .
Carbides in the content of 5 and 12 % increased the hardness
of this cast iron to 293 and 411 HB units, respectively. The
cast iron with the matrix composed of a mixture of upper
bainite, lower bainite, and carbides was characterized by the
highest hardness of 477 HB units.
The mechanical properties of nodular cast iron with car-
bides depend on the type of metal matrix and on the carbide
content. The conducted studies have shown that surface con-
tent of carbides higher than 5 % causes a significant decrease
in plastic properties regardless of the type of metal matrix. It
has been found that the small fraction of carbides in the ma-
trix, reducing only slightly the cast iron ductility, significantly
raises the resistance to both abrasive and adhesive wear. The
examined cast iron was divided into five groups (from I to V)
depending on the matrix microstructure. The surface content
of carbides in each examined cast iron group was up to 5 %.
Table
3 shows the basic mechanical properties of different
types of the nodular cast iron with carbides.
Table 3 Mechanical properties
of nodular cast iron with carbides
Group no. Matrix type Mechanical properties
R
m
,MPa R
p0,2
,MPa A,% HB
IPearlite 450–700 330–450 2–5270–375
II Upper bainite 750–1000 500–750 3–6285–385
III Upper bainite with lower bainite 850–1050 650–800 2–4380–490
IV Martensite 780–950 500–700 <2 470–570
VAusferrite 750–1100 500–700 3–6280–345
1080 Int J Adv Manuf T echnol (2016) 87:1077–1093

The cast iron with a pearlitic matrix and carbides (group I)
showed the lowest strength properties, while the highest ten-
sile strength was obtained in the ausferritic cast iron with
carbides (group V). The highest elongation was obtained in
the nodular cast iron with carbides in which the matrix was
composed of upper bainite and ausferrite (groups II and V,
respectively). The ductile iron free from the carbide precipi-
tates showed elongation higher by maximum 2 %. The rela-
tively large discrepancy in the minimum and maximum prop-
erties within a given group was mainly caused by the surface
content of carbides varying between 2 and 5 %.
Through the introduction of alloying elements, such as Mo,
Cr, Cu, and Ni, it is possible to obtain bainite or ausferrite in
the cast iron without any heat treatment. This is due to the
impact of these elements on the time–temperature–transfor-
mation (TTT) curves. Each of the abovementioned elements
makes the curve of the start of austenite decomposition shift
towards longer times, the influence most intensive being that
of nickel. Copper impact on the stability of austenite is less
intense. Chromium and molybdenum are carbide-forming el-
ements, but to some extent, they can dissolve in austenite, thus
affecting its stability. A very characteristic effect is that of
molybdenum, which enhances the stability of austenite with
respect to its transformation to pearlite. Nevertheless, molyb-
denum does not affect in a more significant manner the stabil-
ity in a bainitic range. Figure
2 shows the CCT curves of cast
iron containing about 0.5 % Cr, 1.4 % Mo, and 1 % Cu. The
graph was plotted using the following cooling rates of sam-
ples: 6, 8, 10, 15, 20, 30, 40, 50, 60, 75, 90, 105, 120, 150,
180, 210, 240, 270, 300, 330, 360, 402, 450, 510, 600, 900,
and 1620 °C/min. The specified chemical composition en-
abled obtaining in the base cast iron for dilatometric tests a
metal matrix composed of ausferrite and carbides in castings
with the wall thickness of 3 to 25 mm. The TTT graphs of
selected cast iron grades were plotted using a RITA L78 High
Speed Quenching Dilatometer made by LINSEIS Company.
The HV30 hardness measurements were taken on samples
used for plotting of the TTT curves with a Dia Tester 2R made
by Wolp ert-Werke (Germany) under a load of 294. 2 N
(HV30). The measurement was performed in accordance with
the PN-EN ISO 6507-1 standard.
From the graphs, it follows that in the area of pearlitic trans-
formation (upper marked region), the stability of austenite is
similar to the stability in bainitic area (lower marked region).
This is due to a reduced concentration of molybdenum and the
addition of Cu, which is less effective than nickel in enhancing
the stability of austenite in the range of pearlitic transformation.
There is, however, a range of cooling speeds, which promotes
the occurrence of bainitic transformation without the need of
crossing the pearli tic area. The impact of copper on the begin-
ning of austenite decomposition in a bainitic range is much more
intense than that of nickel. In the examined cast iron, the mar-
tensitic microstructure was obtained in the range of cooling
speeds of 360–1620 °C/min. Pearlite precipitates occurred in
the metal matrix of cast iron cooled at a rate of 210 °C/min
and lower. Ferrite envelopes around the graphite nodules were
observed to occur in the cast iron cooled at a rate equal to or
lowerthan20°C/min.
Fig. 2 The CCT curves of nodular cast iron with carbides of the following chemical composition: 3.75 % C, 2.40 % Si, 0.33 % Mn, 0.51 % Cr, 1.41 %
Mo, and 1.03 % Cu. F ferrite, P pearlite, B bainite, A austenite, M martensite, C carbides
Int J Adv Manuf Technol (2016) 87:1077–1093 1081

2.2 ADI
One of the stages in the production of ADI is making the cast
iron with nodular graphite and the addition of elements such
as Mn, Ni, Cu, Mo, Cr, Sn, or other elements allowing the
formation of a pearlitic or pearlitic-ferritic structure with im-
proved hardenability. Here some attention deserves the fact
that not every grade of ductile iron is suitable for the produc-
tion of ADI. Some grades of low-alloy and high-alloy cast
iron (e.g., high-nickel cast iron) are either not used to produce
ADI or their use is not economically viable. The spheroidizing
treatment is performed with magnesium or its respective com-
pounds. In some cases, the rare earth elements such as, for
example, Ce or Re are also used. The spheroidizing treatment
of cast iron consists in the introduction of appropriate amounts
of magnesium into the bath of cast iron, resulting in the pre-
cipitation of graphite with nodular morphology. The refine-
ment and proper shape of graphite depend on the content of
sulfur and magnesium that are present in the alloy in a residual
form as its constituents.
Differences in mechanical properties of the specific ADI
grades are associated with differences in the structure. This, in
turn, is due to different variants of the applied heat treatment.
Through control of the parameters such as the temperature of
austenitizing or austempering, the properties of ADI can be
modelled. This is best seen in the tensile strength (R
m
)-to-
elongation (A) relationship. In the case of austempering, a very
important parameter is the temperature of the process. If the
cast iron is austempered at a temperature above 400 °C, due to
rapid transformation, the presence of carbides can be expected
in the structure with the resulting consequence of the cast iron
having inadequate ductility. The content of austenite relative
to the content of ferrite is highest in the range of 350 to 370 °C,
and then the cast iron has the highest elongation and the lowest
strength.
Table
3 shows a number of ADI variations designated with
symbols from ADI-1 to ADI-6. They repres ent different
chemical compositions of the cast iron subjected later to the
heat treatment of austenitizing and austempering. The data for
tests was collected from the 23 variants of the chemical com-
position. The data on the ADI mechanical properties obtained
by the application of different heat treatments covered 172
samples [
30]. Table 4 shows only a few selected variants of
this material.
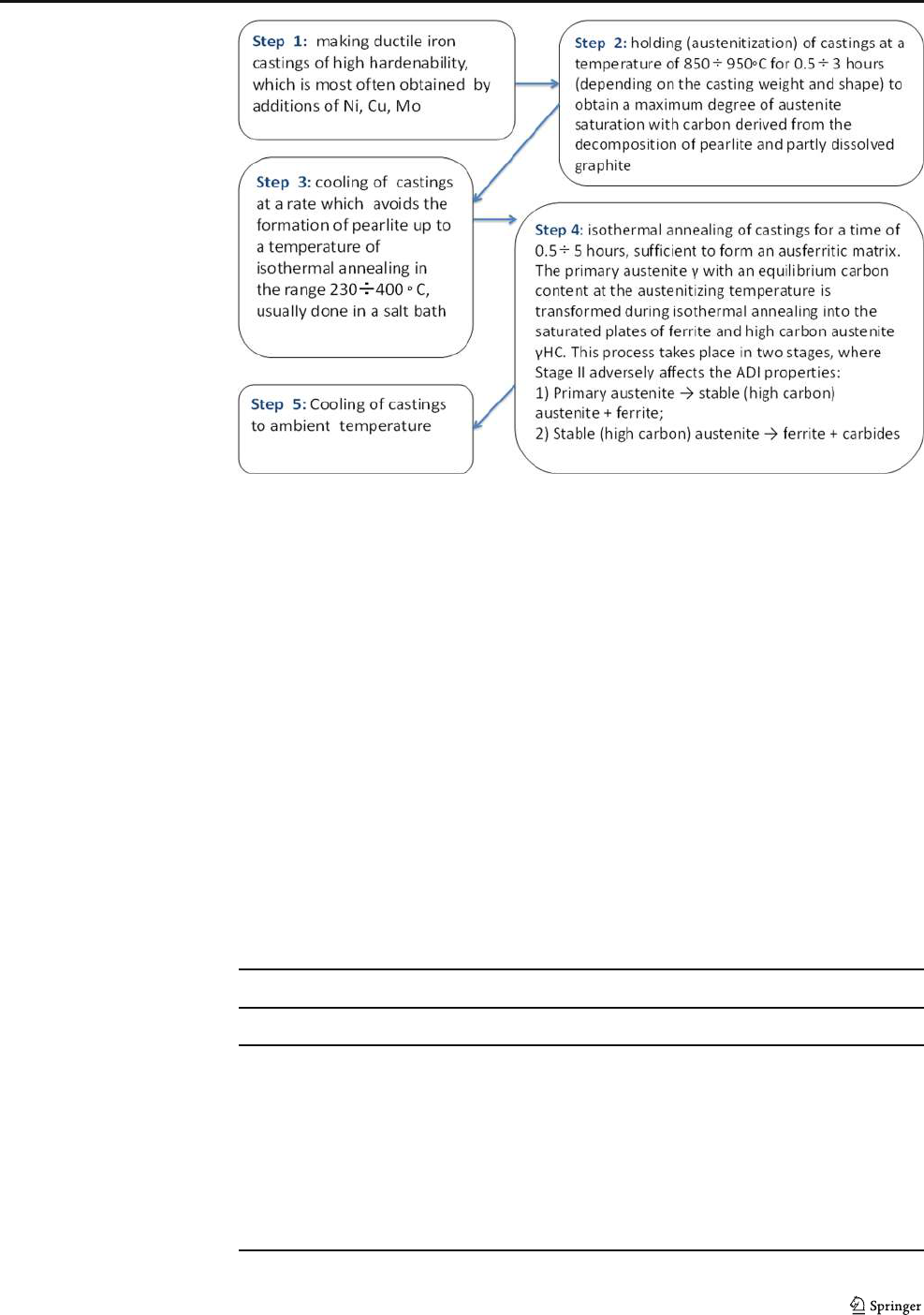
A general scheme of the process for making ADI is shown
in Fig.
3.
Characteristics of the set of samples are presented in
Table
5.
From the results of the analysis, it follows that ADI ductil-
ity increases with the increasing content of austenite in the
structure, while the y ield strength (R
p0.2
) and the tensile
strength (R
m
) decrease. The content of austenite in the struc-
ture increases with the increasing temperature of the
ausferritizing treatment; during this time the content of ferrite
decreases. With the increasing temperature, the ferrite coarse-
ness increases. The results show that at lower temperatures of
the ausferritizing treatment (260 °C), the content of ferrite in
the cast iron increases, thus leading to an increase in the yield
strength (R
p0.2
) and tensile strength (R
m
) for both of the ex-
amined cast iron chemical compositions (Fig.
4). Fracture
toughness (the stress intensity factor) reaches its peak for the
hardness value of approx. 40 HRC, that is, when the cast iron
contains approx. 60 % ferrite and 25 % austenite. This means
that the optimum values are achieved for the ausferritizing
treatment carried out at a temperature of approx. 280 °C for
a time of approx. 3.5 h. The analysis of microstructure shows
that the optimum fracture toughness can be achieved with a
microstructure consisting of lower bainite and fine strips of
ferrite and with the retained austenite in an amount of approx.
30 % saturated with carbon to a level above 1.8 %. The opti-
mum fracture toughness is obtained for an isothermal anneal-
ing in the range of 300–320 °C [
31].
2.3 Preliminary data analysis—a comparison of materials
A collective comparison of the impact of individual
alloying elements on the properties of ADI and NCIC is
presented on scatterplots in Fig. 5. Well visible is t he drop
of plastic properties caused by the majority of alloying
elements. Only nickel increases the elongation of the ex-
amined materials and their strength.
Table 4 Chemical composition of different ADI variations
C Si Mn Mg Cu Ni Mo S P V Cr Ti Sn Al
ADI-1 3.65 2.76 0.36 0.045 0.6 0.9 – 0.014 0.016 –––––
ADI-2 3.51 2.45 0.3 0.036 –––0.01 0.017 –––––
ADI-3 3.5 2.65 0.4 0.035 0.055 1.6 0.3 0.01 0.021 0.05 – 0.02 ––
ADI-4 3.5 2.47 0.38 0.035 0.35 1.57 0.3 0.01 0.021 0.05 0.5 0.02 ––
ADI-5 3.54 2.81 0.43 0.05 0.56 1.52 0.3 0.009 0.031 – 0.3 –––
ADI-6 3.4 2.69 0.19 0.044 0.87 0.73 0.23 0.01 0.02 – 0.04 0.004 0.007 0.015
1082 Int J Adv Manuf T echnol (2016) 87:1077–1093
The conclusions from the comparison of properties are
as follows: (1) The ductile iron with upper baini te shows
nearly two times higher resistance to abrasive wear than
its pearlitic counterpart; in ADI, this increase is nearly
three times higher. (2) The highest abrasive wear resis-
tance was found in the ductile iron with a mixture of
upper a nd lower bainite. I ts loss of weight amounted to
approx. 64 % of the weight loss suffered by ADI. ( 3)
Compared to all other types of bainitic nodular cast iron,
ADI shows the highest wear rate in parts m ate with hard-
ened steel. (4) The conducted studies of the wear resis-
tance have proved that the develo ped nodu lar cas t iro n
with carbides can successfully be used for machine parts
which should offer high resistance to wear, thus replacing,
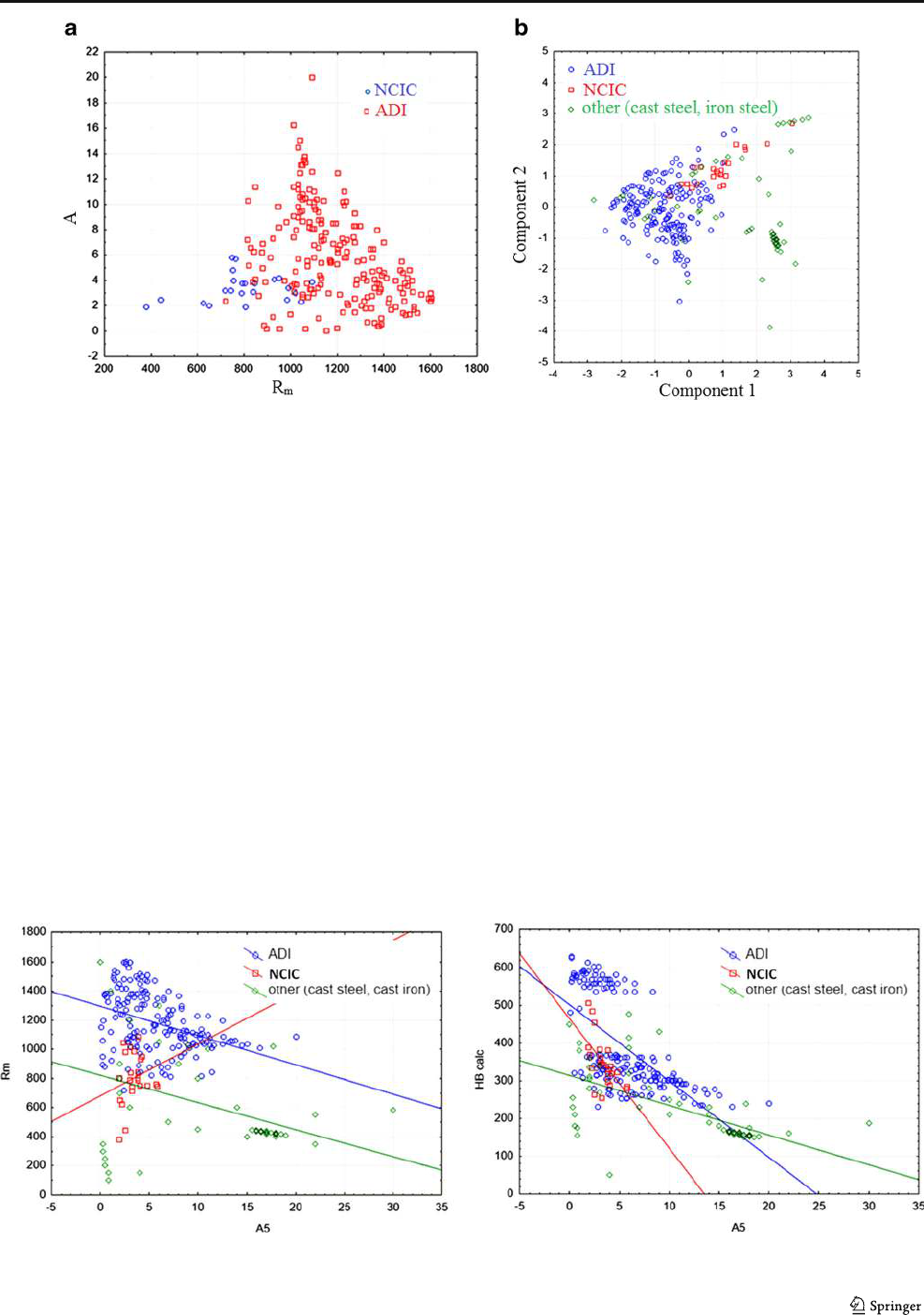
e.g., castings made of ADI. (5) The NCIC has lower
strength than ADI but its elongation is comprised i n the
same range of values as ADI (Fig.
6a). (6) Compared with
other materials (cast steel, some grades of steel, grey cast
iron, and ductile iron), ADI and NCIC have a lower elon-
gation but higher strength and hardness. Clear division
into subgroups based on the hardness values is also ob-
served in the ADI itself (Fig.
7). One of the subgroups has
a hardness at the level of NCIC, and the other shows
definitely higher values. (7) It can be stated that NCIC
has properties similar to ADI, adopting the values inter-
mediate between the ADI and other construction mate-
rials, mainly as regards the strength, hardness, and elon-
gation (Fig.
6b). This is confirmed by the canonical
Fig. 3 A general scheme of the
process for making ADI
Table 5 Characteristics of the set
of ADI samples
Chemical composition
CSi MnMg Cu Ni
3.56–3.62 % 2.45–2.63 % 0.12–0.32 % 0.037–0.065 % 0.44–0.93 % 0.43–1.9 %
Heat treatment
Austenitizing Ausferritizing
Temperature Time Temperature Time
900 °C 90–120 min 300–360 °C 120–180 min
Mechanical properties
Tensile strength Yield strength Elongation Hardness
862–1602 MPa 455–1418 MPa 0.3–20 % 233–629
Int J Adv Manuf Technol (2016) 87:1077–1093 1083

analysis of the impact of mecha nical properties on the
division of materials into groups (ADI, NCIC, and others)
and is the basis for d rawing so me conclusio ns, where
component 1 comprises mainly the strength and compo-
nent 2 the elongation and hardness.
3 Methods of data mining–machine learning
Machine learning methods, derived from research on
artificial intelligence, allow generating knowledge in
the form of models or rules from a set of training data
for the fu tur e us e o f t his knowledge in th e a nal y si s of
new facilities. Artificial intelligence methods have al-
ready been used in various problems of the engineering
and industrial nature, as evidenced by the rich literature
in this area. The collection of these machine learning
methods includes the most popular tools for classifica-
tion, such as minimum distance classifiers (k-nearest
neighbors (kNN)), induction of decision trees, artificial
neural networks, and also the most modern tools, like
support vector machine (SVM).
Fig. 4 Example of relationship between the tensile strength and temperature and time of the isothermal annealing
Fig. 5 Analysis of the impact of
various alloying elements on the
properties of ADI and NCIC
1084 Int J Adv Manuf T echnol (2016) 87:1077–1093
3.1 Machine learning using kNN, CART, CHAID,
and ANN classifiers
In all these algorithms, learning proceeds according to a cer-
tain pattern: on the basis of training data (approx. 70 % of
cases), a classification model is constructed. This model can
take a variety of forms: a set of rules, the distance matrix,
weights on connections, or vectors and matrices. The model
is tested during learning process with approx. 15 % of cases,
and its final form is validated (subject to verification) using the
last discriminated group of data—approx. 15 %. The evalua-
tion of the model can be performed with the use of a few
parameters. Three of them, i.e., the quality of learning, testing,
and validation, indicate the percentage of cases that are cor-
rectly classified during each phase of the model building. The
final performance of the model can be tested for the compat-
ibility of results with the dependent variable input data. In this
study, parameters such as the value of test χ
2
(chi-squared) or
G
2
(G test) could be po inted out as compliance tests (the
goodness-of-fit). Those tests are statistical methods of valida-
tion of goodness of fit to a distribution and for independence
in contingency tables and also used to compare the goodness
of fit of two models. Another criterion could be the percentage
incompatibility that determines model misclassification for
the same set of input data and the dependent variable.
The following chapters describe research involving the
construction of 18 models using various methods of machine
learning and comparing the results to choose the best classifi-
cation tool for the disclosed problem of casting material selec-
tion according to preset mechanical properties.
For this purpose, the kNN classifier was used. This method
uses a matrix of distances between each of the elements in the
training set. Classification is based on a comparison of select-
ed (nearest) neighbors of the new object. Neighborhood is
determined based on the distance, which is the Euclidean dis-
tance, or other metrics. K parameter determines the amount of
Fig. 6 a Tensile strength and elongation compared for NCIC and ADI. b Canonical analysis of the impact of R
m
, R
p0.2
,HB,andA
5
on the division into
three groups of materials
Fig. 7 Properties in groups of materials
Int J Adv Manuf Technol (2016) 87:1077–1093 1085

neighbors. It bases on a set of training cases and does not
perform the training process, but when the classification of a
new case is called, it looks in the matrix for distances k of the
nearest neighbors. Most of the values of the dependent vari-
ables among the k-neighbors are the values of the classifier
decisions. In other words, the largest class among the k-neigh-
bors becomes the classifier response. This method has been
known for years and its greatest advantage is the simplicity,
intuitiveness, and no need to build a “fixed” model—the al-
gorithm can be based on dynamically changing data, and thus
the process of “training” is most flexible.
The second applied algorithm is called artificial neural net-
works (ANN). It is a very popular method in the current re-
search on machine learning, successfully used in the control of
devices and optimization of processes in the industry. These
models allow with the aid of training data the modification of
weights on the connections in a network of neurons, which are
the computing cells. Here, the training process consists in
optimizing the matrix weights, which results in the best rep-
resentation of the training signal sequence. This method is
efficient and effective for most problems but has one major
drawback—the resulting model cannot be easily understood
by a human. The model does not generate rules or equations
that the user could interpret or verify based on his own domain
knowledge [
32, 33].
Induction algorithms of classification and regression trees
(CART) and chi-square automatic interaction detection
(CHAID) were used, where the idea was to proceed with the
division of a data set into subsets until each subset contains
objects belonging to only one class of the dependent variable.
The division was made basing on various tests—Gini index
for the CART algorithm or χ
2
test for the CHAID algorithm.
These methods allow the construction of decision rules based
on the explanatory (independent) variables. Decision trees are
a graphical representation of the rules disclosed in a user-
friendly form. These algorithms make it possible not only to
create rules but also to quantify the importance of each vari-
able in the model, which is sometimes as important as the
model itself. The variable is defined as important in the clas-
sification process, i.e., providing information on classes, when
it shows appropriate degree of readiness to participate in the
division of the dependent variable that is measured during the
construction of the tree. The determined validity enables cre-
ating a ranking of independent variables in terms of their im-
pact on the dependent variable. The validity is the degree of
covariance with the dependent variable. Some obvious advan-
tages of classifiers based on trees are as follows: (1) their
graphical representation, which is clear, easily interpreted,
and verifiable on the basis of domain knowledge; (2) the abil-
ity to determine the validity of the predictors; (3) insensitivity
to noise and outliers; (4) the possibility of action based on
variables both quantitative and qualitative; and (5) the out-
come in the form of a set of rules that can be used in other
applications. These methods are, however, not as effective as
neural networks and support vector machine. They do not
achieve so good results mainly due to the discretization of
quantitative variables, which demand forced generalization
[
34, 35].
The last in a group of the applied techniques is the already
mentioned SVM. It is a method that determines to which of
the two classes should belong a given set of input data. The
task is accomplished through the designation of the widest
possible boundary between classes basing on training data.
This is a linear, binary, and non-probabilistic classifier.
Linear classifier means that the boundary of classification is
a linear function. SVM is non-probabilistic because the clas-
sification is strict, determined by the vectors, not based on the
statistical analysis. Binary means that the possible result of
classification is 0 or 1. Of course, this does not mean that it
is not suitable for predicting the dependent variables, which
can assume more than two values, or for solving the non-
linear problems. In situations when there are more than two
classes, the multiclass support vector machine may use two
solutions: (1) one-versus-all, when it is building a cascade
structure of binary classifiers, and (2) one-versus-one when
it is forming a matrix of binary classifiers for all possible pairs
of the values of the dependent variable. The result of classifi-
cation in one-versus-one solution is the label of this class,
which has been selected most frequently by the binary classi-
fiers. Support vector method, although relatively young, has
already found a number of practical applications, like [
36–41].
In this article, special attention was paid to the algorithm
which gave the best results, and it was the aforementioned
support vector machine. It also deserves attention for the mere
fact that being the “youngest” of all the presented techniques,
it has already been included into a still relatively little known
branch of machine learning.
3.2 Support vector machine algorithm
As has already been mentioned, the SVM classifier is a linear
classifier, which does not mean that it is not capable of “han-
dling” the problems of a non-linear nature. In this case, linear
means that in every point of classification boundary, the clas-
sification is based on linear fun ction (vectors), but as the
whole problem, the boundary does not have to be a straight
line. Although conventional tools, such as a linear discrimi-
nant analysis (LDA), are seeking linear discriminant functions
in a space of the characteristics of the training variables, it is
the SVM model which is the normal vector and a linear com-
bination of support vectors, i.e., the nearest ones to the divi-
sion border.
A solution to the problem of non-linearity (when the vec-
tors in the training set are not linearly separable) is the so-
called kernel trick-mapping the training vectors to a space of
1086 Int J Adv Manuf T echnol (2016) 87:1077–1093

larger dimension, where their linear separability can be ex-
pected. The calculations are carried out using kernel functions.
The method consists in finding a border (hyperplane) that
will separate the classes in a possibly acceptable manner. The
system is additionally enriched with the introduced slack var-
iable (ξ
i
), which is a penalty for points located on the wrong
side of the border. The model is also defined by a parameter C
deciding about the size of the margin [
32].
The hyperplane can be represented as w ⋅ x − b = 0, where
w is the vector normal to the hyperplane,
b
w
kk
parameter deter-
mines the offset of the hyperplane from the center to the co-
ordinate system, and ‖ ⋅ ‖ is the Euclidean norm in the space
ℜ
n
. The search for SVM model is reduced to the optimization
problem, the essence of which consists in minimizing the
Lagrange functional, ‖w‖, b,andξ
i
, and maximizing the mul-
tipliers α
i
and μ
i
.
L≡
1
2
wkk
2
þ C
X
n
i¼1
ξ
i
−
X
n
i¼1
α
i
y
i
x
i
⋅w þ bðÞ−1 þ ξ
i
½−
X
n
i¼1
μ
i
ξ
i
ð1Þ
4 The results of machine learning
The machine learning process has been divided into two scenar-
ios. (1) In the first scenario, raw material data should help to
build a classifier most competen t in identifying the material of
the required mechanical properties. (2) The second variant of the
analysis includes a pretreatment of data done with the method of
clustering to form groups (clusters) of materials with similar
properties, building next a classifier that will be capable of iden-
tifying clusters of materials with the selected features.
4.1 Comparison of classification algorithms
In the case under discussion, the input vectors, based on which
the classification of the material is done, are composed of four
dimensions: tensile strength (R
m
), the force needed to break the
material sample; yield strength (R
p0.2
), the stress a material can
withstand without permanent deformation; hardness in Brinell
scale (HB), and elongation (A
5
). Based on data that includes 264
samples of materials with different properties—26 4 vectors cor-
responding to the samples are available—most data relate to test
materials. Based on material standards, the grades (symbols) of
those materials were defined for the specified chemical compo-
sitions. Some of the samples may represent the same material,
although their properties will vary within a wide range of values.
These differences result from the different scenarios of the heat
treatment or inoculation and are the largest obstacle to a correct
and unambiguous classification. There are many vectors which
have very similar properties, although they have different class
labels; in other words, different materials can have very similar
properties. In contrast, there are materials called by the same
name, e.g., ADI-23, but after different variants of the treatment
acquire different properties.
The following algorithms were used: ANN, kNN, the trees
(CART:Gini, CART:G-square, CHAID) (presented in
Section
3.1), and SVM. Some of them were used with various
configurations of the parameters. Altogether, 18 models were
made, of which SVM proved to be the best fit. The results are
shown in Table
6. Neural networks (ANN) were considered in
several versions. The best structures are given in the table. The
best has proved to be a multi-layer perceptron (MLP) with
activation function: linear and tanh. Radial networks (RBF)
did not yield so good results.
The kNN algorithm used v-cross-validation to determine the
best value of k. K value determines a number of neighbors that
are taken under consideration during classification process.
Neighbors are the nearest object in the training set. Each neigh-
bor is classified—it takes a label of known classes. The result of
the classification takes a class that dominates the neighborhood.
Classification trees were built basing on CART algorithm
using in the first case the Gini index as a criterion for division,
and G
2
(G-squared test) in the second case. The CHAID tree has
retained the default parameters. Induction of the classification
trees (as it was mentioned earlier) bases on the division of the
training data. Based on the sequence of test on the input vari-
ables (R
m
, R
p0.2
,HB,A
5
), the algorithm seeks to create
Table 6 Comparison of classification results using ANN, kNN, CART, CHAID, and SVM
Symbols ANN kNN CART CHAID SVM
Fitness MLP MLP k-4 Gini G2 Chi2 Line RBF RBF RBF RBF RBF RBF
4–4–40 4–8–40 C =7 C =5 C =8 C =9 C =10 C =12 C =15
γ =3 γ =5 γ =0.25 γ =3 γ =5 γ =2
χ
2
17.8 9.2 22.3 0.5 3.7 0.1 0.3 8.2 9.9 0.1 8.1 9.2 7.1
G
2
43.8 35.3 32.5 6.5 17.0 2.1 4.3 24.0 29.4 2.1 23.9 26.8 21.1
Incompatibility [%] 13.8 16.6 48.0 44.2 50.5 73.7 56.0 46.0 40.0 56.0 38.0 42.0 34.0
Learning [%] 86.2 83.4 – 34.5 31.6 46.4 56.1 76.7 87.7 53.5 86.4 90.9 85.1
Testing [%] 63.3 66.7 –––– 44 54 60 44.0 62 58 66.0
Validation [%] 60.0 63.3 41.2 50.7 52.1 52.1 53.1 71.2 80.9 51.0 80.4 82.9 80.4
Int J Adv Manuf Technol (2016) 87:1077–1093 1087

homogeneous classes of dependent variable. Inpurity—measure
specifying the number of cases outside the class —can be mea-
sured with various metrics: Gini index, G
2
,orχ
2
test. None of
these algorithms have yielded sufficiently interesting results.
Artificial neural networks are the structures of simple mathe-
matical elements designed for the signal processing. ANN—au-
tomatic artificial neural network—is the algorithm of developing
neural networks with various parameters as number of neurons,
number of layers, and activation functions. The algorithm creates
number of structures which are learned, tested, and validated and
in turn returns the best architectures of networks—architectures
that return the result the most similar to that expected.
The first and second rows of the Table
6 determine the
parameters of the models. Subsequent rows of the table in-
clude various parameters for an assessment of the models
described in Section
3.1. It may be noted that the algorithms
of kNN and of the decision trees induction (CART and
CHAID) definitely fail to yield good results in this particular
case—their quality in validation group is only 50 %.
The best results were achieved with the neural networks
and SVM. Neural networks show particularly good perfor-
mance in fitting the test results to the dependent variable in
the input data, which means that the algorithm has a high
capability of the reference sequence replication. Poor results
of validation, i.e., verification based on the data which do not
participate in the network training process, point to the net-
work tendency to “overtraining” and a weakness in the gen-
eralization of models.
In this aspect, the best performance offered the SVM algo-
rithm. In spite of a high percent non-compliance rate for most
of the cases, in validation test, it a chiev ed the maximum
values of up to 80 %. This means the greatest ability to gen-
eralize patterns and gives the best chance for correct operation
in the case of new samples not included in the training data.
However, none of the algorithms have proved to be fault-
less, and as regards some of the assessments, it could even be
said that the results were unsatisfactory, to mention as an ex-
ample the quality of testing. This means that the classification
gives only approximate results, and thus the decision which
Table 7 The table of
cardinality values for
clusters obtained with
EM algorithm
Cluster No Percent
17227.27
3 108 40.91
24617.42
43814.39
Total 264 100
Fig. 8 Assignment of materials to clusters based on the properties such as R
m
, R
p0.2
,HB,andA
5
using a cluster analysis algorithm EM
1088 Int J Adv Manuf T echnol (2016) 87:1077–1093

material has the properties specified by the user can not be
fully automatic. Consequently, the choice of construction ma-
terial still requires some amount of domain knowledge. This
formulation of preliminary conclusions allowed introducing
some modifications to the currently adopted problem
embodiment.
4.2 Supporting classification analysis: clustering
As stated in the previous section, the classification according
to material symbols is not fully effective and cannot be the
sole criterion for the choice of material. In fact, industrial users
may be satisfied with the support at the level of material group
selection—this meaning an answer to the question whether to
choose cast iron, or cast steel, or steel, etc. Basing on these
assumptions, an additional, intermediate process of the data
analysis has been proposed. It is called the cluster analysis.
The raw data in the form such as described in Section
4.1
was subjected to a pretreatment in the form of cluster analysis
done by the expectation maximization (EM) method. The al-
gorithm described in detail in [33] allows grouping of objects
into clusters based on the values of the characteristics
describing these objects (variables) using two-criteria optimi-
zation: minimizing the distance within the cluster and maxi-
mizing the inter-cluster distances (Fig.
8). It is a probabilistic
algorithm—instead of assigning definitely an example to a
group, it estimates the probability of such affiliations. The
calculation of the affiliation takes into account the distribution
characteristics. The method comprises two steps carried out
alternately until between successive runs there is no noticeable
improvement: (1) estimation (expectation). For the currently
estimated distribution parameters of the examples, it allocates
to the examples the probability of belonging to a group. (2)
Maximization: Changing the current distribution parameters
for such that will lead to a model more in line with the data
(the distribution of examples). For this purpose, it uses the
probability of membership in various groups determined in
step 1.
Analyzing the resulting clustering, it can be concluded that
clusters 1 and 3 are mainly materials from the family of ADI.
Cluster 2 is mainly NCIC and some individual cases of ADI,
as well as certain types of nodular cast iron with high R
m
.
Cluster 4 groups include other materials—nodular cast iron
with lower R
m
, ferritic ductile iron, and steel. These results
Fig. 9 The distributions of variables in individual clusters
Int J Adv Manuf Technol (2016) 87:1077–1093 1089
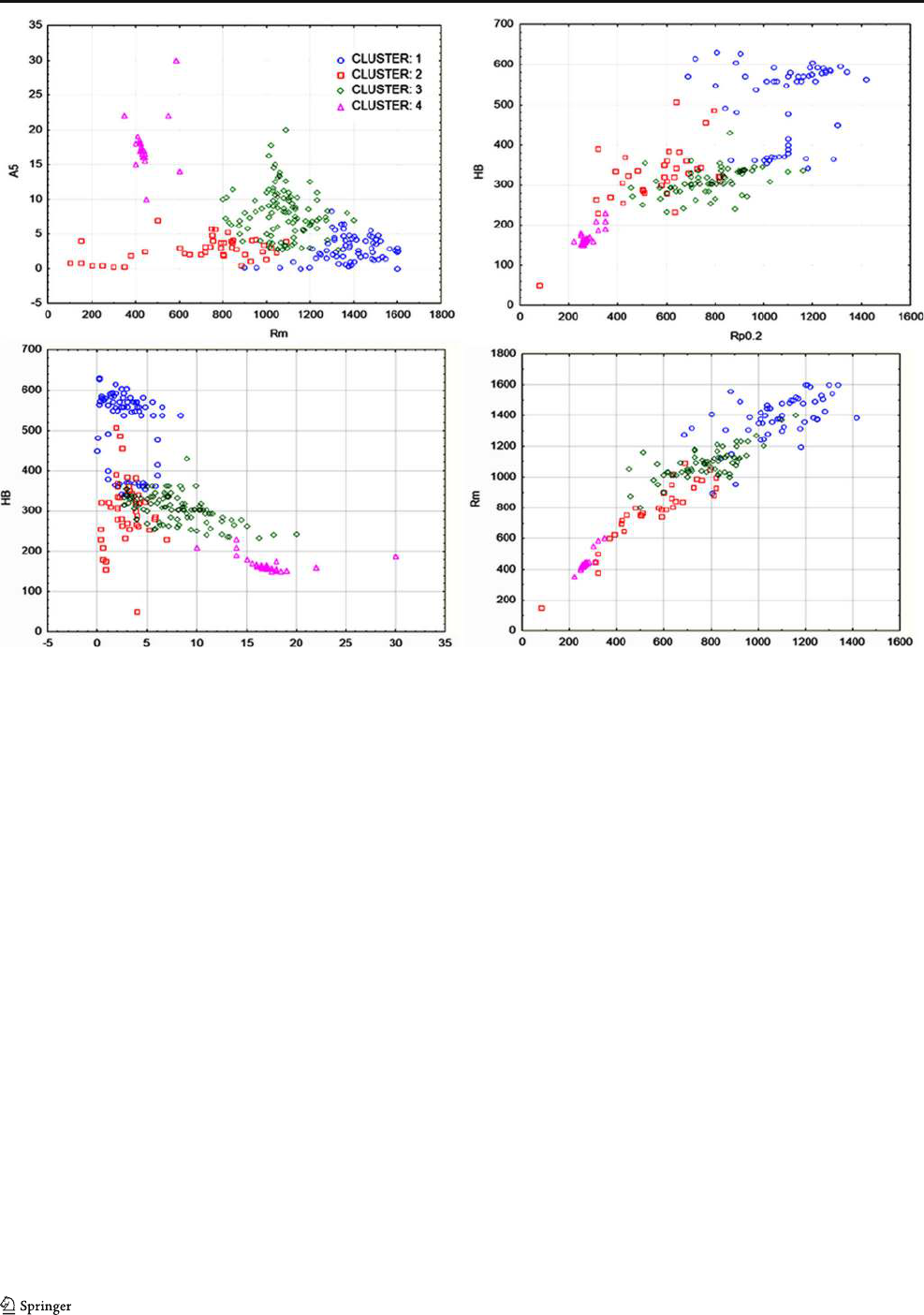
confirm previous analyses described in Section 2.3. The car-
dinality values for clusters are presented in Table 7.
Individual clusters have different distributions of the values
of the input variables, which in this case are the mechanical
properties. It can be seen (Fig.
9) that the cluster grouping
NCIC and the most similar ADI, that is cluster 2, have lower
strength than cluster 1 (ADI), lower ductility, and hardness but
higher elongation. At the same time, in many areas, it coin-
cides with a group of materials from the ADI family (cluster
3). What is important is the fact that nearly no area of the
properties coincides with cluster 4, that is, with other mate-
rials. So, it can be concluded that some of the materials from
the NCIC family are very similar to the ADI subset and as
such are substitutable (Fig.
10).
4.3 Classification using cluster analysis results
The results of cluster analysis allow re-considering the prob-
lem of classification. Each material has been assigned to one
of four clusters created according to the division by mechan-
ical properties. As a result, the problem of classification will
consist in indicating a group of similar materials and not an
individual m aterial as has been done previously (see
Section 4.1.). In this way, an error is avoided which results
from the overlapping properties of materials and a bias asso-
ciated with variations in the properties of different samples of
the same class of materials. As the analysis using a CART
algorithm shows, for thus processed data, the results are very
promising (Fig.
11a).
Even the CART algorithm, which in previous studies did
not give good results, now allows for very efficient classifica-
tion and drawing of further conclusions. An important role in
this classification will play the variables such as the tensile
strength (R
m
) and the yield strength (R
p0.2
), but rough division
can be done using hardness (HB) only (Fig. 11b).
As has been indicated previously, the induction of classifi-
cation trees allows discovering the relationships which enable
the division of partitions (SVM allows insight into the support
Fig. 10 Two-dimensional comparison of the values of features for clustering
1090 Int J Adv Manuf T echnol (2016) 87:1077–1093

vectors that are not easily understood by the user).
Visualizations shown in Fig. 10a allow for the model evalua-
tion by a domain expert. The successive bars in each of the
tree nodes reflect the percent content of objects from each
cluster in a partition represented by the node. If the leaf bears
only one bar, it means a homogeneous class and inerrancy of
the rule (represented by the entire branch). It can therefore be
read from a tree that, e.g., the low hardness and low yield
strength of the material mean the material from group 4, that
is, cast steel, ductile iron, and some grades of steel, and this
can be said with the confidence equal to 93 %. If hardness
exceeds 363 HB and the yield strength is higher than
797 MPa, it means cluster 1, that is, ADI (98 % confidence).
The most significant errors of the trees are also visible. The
classification matrix indicates where there is a risk of making a
mistake—cluster 2 is the one most commonly confused with
materials from clusters 1 and 3, which means that there are
ADI types with very similar properties to the NCIC cast iron.
General quality parameters of CART trees are shown in
Table
8 and are compared with other algorithms.
It turns out that the initial clustering allows in further step
an error-free classification of the materials. The best results of
validation were obtained for the neural networks, but all the
used algorithms, even decision trees, have gained an over
95 % quality, which represents a huge improvement, with
the CART algorithm having a particularly high sequence fit
in the similarity test G
2
. After the introduction of cluster anal-
ysis done with EM algorithm, the classification quality has
approached 100 %, which means that clustering enables an
error-free classification only in the situation where the user
does not want to find a particular material but one of the four
material groups.
5 Summary
The article presents the results of experimental studies of ma-
terials and is enriched with the data analysis aimed to classify
these materials according to the specified mechanical proper-
ties. The advantages of modern casting materials, such as ADI
and NCIC, were presented.
To present these materials t o the potential users and
make them more popular, models based on machine learn-
ing techniques were built. Their task is to support the se-
lection of construction materials at the stage of product
design. The models are based on the training data sets
Table 8 The results of
classification based on cluster
analysis—comparison of
algorithms
Clusters CART SVM ANN
Fitness Gini Index Line RBF RBF MLP MLP
C =8 C =10 C =10 4–3–44–8–4
γ =0.25 γ =3
χ
2
3.1 0.57 0.57 0.21 0.06 0.12
G
2
42.9 6.53 6.53 4.20 4.06 6.12
Incompatibility [%] 9.8 6.00 6.00 1.38 1.38 2.07
Learning [%] 97.9 % 97.4 97.4 98.7 98.6 97.9
Testing [%] – 94 94 100 100.0 100.0
Validation [%] 97.6 % 96.5 96.5 99.02 100.0 100.0
Fig. 11 a The CART tree for data preceded by cluster analysis. b The importance of predictors
Int J Adv Manuf Technol (2016) 87:1077–1093 1091

obtained from experimental studies carried out on the sam-
ples of materials and from the norms and standards
concerning other materials, such as cast steel, grey cast
iron, ductile iron, etc.
In the train ing process, 18 models with different parameters
using different algorithms were built but all failed to give the
satisfactory results of classification; only the cluster analysis
allowed re-training of models and achieving nearly faultless
classification of the groups of materials with similar properties.
Thus, constructed methodology of comparative analysis
also provides a convenient exploratory path for analyses ex-
panded with the new content of materials either taken from the
groups listed here or entirely new like bronzes or aluminum
alloys, whose structural characteristics can be combined and
used as a range of options by the technologist or designer.
The proposed methodology indicates the similarities
between materials and allows combining various materials
in clusters. Errors in the algorithm classification also em-
phasize the subtlety of the differences in material proper-
ties in particular groups, to mention as an example the
austenitic ductile iron and ADI-6 with the chemical com-
position as given in Table
3.
The developed method of comparative analysis cannot be
the sole criterion for the selection of material, due to the mere
fact that it takes into account only the characteristics selected
for analysis, disregarding other material properties, e.g., wear
resistance or density. However, this is due to a small number
of the experimental data and not to the limitations imposed by
the algorithms. The methods shown in the article can be suc-
cessfully applied to more complex input vectors and thus can
be used in applications capable of supporting not only the
rough decisions or offers made to customers in production
plants but also the detailed process of product design done
by the technologist.
Acknowledgments Financial support of The National Centre for
Research and Development LIDER/028/593/L-4/12/NCBR/2013 is
gratefully acknowledged.
Open Access This article is distributed under the terms of the Creative
Commons Attribution 4.0 International License (http://
creativecommons.org/licenses/by/4.0/), which permits unrestricted use,
distribution, and reproduction in any medium, provided you give appro-
priate credit to the original author(s) and the source, provide a link to the
Creative Commons license, and indicate if changes were made.
References
1. Daber S, Prasad R (2008) Influence of austenitising temperature on
the formation of strain induced martensite in austempered ductile
iron. J Mater Sci 43:4929–4937
2. Olson BN, Moore DJ, Rundman KB (2002) Potential for practical
applications of ausforming austempered ductile iron. AFS
Transactions 111:965
3. Putatunda SK (2001) Development of austempered ductile cast iron
(ADI) with simultaneous high yield strength and fracture toughness
by a novel two-step austempering process. Mater Sci Eng A 315:
70–80
4. Bayati H, Elliot R (1999) The concept of an austempered heat
treatment processing window. Int J Cast Metals Res 11:413–417
5. Skoczylas P, Krzyńska A, Kaczorowski M (2011) The comparative
studies of ADI versus Hadfield cast steel wear resistance. Arch
Foundry Eng 11:123–126
6. Tybulczuk J, Kowalski A (2003) ADI. The properties and application
in industry . Castings atlas. Instytut Odlewnictwa, Kraków (in Polish)
7. Keough JR (2010) Austempered ductile iron (ADI)—agreenalter-
native. American Foundry Society, USA
8. Pietrowski S, Gumienny G (2010) Bainite obtaining in cast iron
with carbides castings. Arch Foundry Eng 10:109–114
9. Gumienny G (2010) Bainitic-martensitic nodular cast iron with
carbides. Arch Foundry Eng 10:63–68
10. Gumienny G (2010) Chromium and copper influence on the nodu-
lar cast iron with carbides microstructure. Arch Foundry Eng 10:
47–54
11. Gumienny G (2012) The effect of nodular cast iron metal matrix on
the wear resistance. Arch Foundry Eng 12:179–186
12. Pietrowski S, Gumienny G (2012) Microsegregation in nodular cast
iron with carbides. Arch Foundry Eng 12:127–134
13. Gumienny G (2013) Carbidic bainitic and ausferritic ductile cast
iron. Arch Metall Mater 58:1053–1058
14. Gumienny G, Klimek L (2014) Effect of temperature on ausferritic
nodular cast iron microstructure. Arch Foundry Eng 14:21–24
15. Regulski K, Szeliga D, Kusiak J (2014) Data exploration approach
versus sensitivity analysis for optimization of metal forming pro-
cesses. Key Eng Mater 611–612:1390–1395
16. Regulski K et al. (2012) Data exploration approach in control of
metal forming manufacturing chain: example of fasteners produc-
tion. Steel Research International spec. ed: 611-612:1319–1322
17. Kluska-Nawarecka S, Wilk-Kołodziejczyk D., Regulski K et al
(2011) Rough sets applied to the RoughCast system for steel cast-
ings. In: Nguyen NT et al. (ed) Intelligent information and database
systemsof the series Lecture Notes in Computer Science, Berlin;
Heidelberg: Springer-Verlag 6592:52–61
18. Nawarecki E, Kluska-Nawarecka S, Regulski K (2012) Multi-
aspect character of the man-computer relationship in a diagnostic-
advisory system. In: Hippe ZS et al (eds) Human-computer systems
interaction: backgrounds and applications Springer, Heidelberg
19. Kluska-Nawarecka S, Wilk-Kolodziejczyk D, Reguslki K (2011)
Practical aspects of knowledge integration using attribute tables
generated from relational databases, computational collective intel-
ligence—technologies and applications, Springer Lecture Notes in
Computer Science
20. Górny Z, Kluska-Nawarecka S, Wilk-Kolodziejczyk D et al (2015)
Methodology for the construction of a rule-based knowledge base
enabling the selection of appropriate bronze heat treatment param-
eters using rough sets. Arch Metall Mater 60:309–315. doi:
10.
1515/amm-2015-0050
21. Kluska-Nawarecka S, Wilk-Kolodziejczyk D, Dajda J et al (2014)
Computer-assisted integration of knowledge in the context of identifi-
cation of the causes of defects in castings. Arch Metall Mater 59:743–
746. doi:
10.2478/amm-2014-0124
22. Kluska-Nawarecka S, Regulski K, Krzyżak M et al (2013) System
of semantic integration of non-structuralized documents in natural
la
nguage in the domain of metallurgy. Arch Metall Mater 58:927–
930. doi:
10.2478/amm-2013-0103
23. Kluska-Nawarecka S, Sniezynski B, Parada W et (2014) The use of
LPR (logic of plausible reasoning) to obtain information on inno-
vative casting technologies. Arch Civ Mech Eng 14:25–31
1092 Int J Adv Manuf T echnol (2016) 87:1077–1093

24. Gorny Z Kluska-Nawarecka S, Wilk-Kolodziejczyk D (2013 )
Heuristic models of the toughening process to improve the proper-
ties of non-ferrous metal alloys. Arch Metall Mater 58:849–852
25. Glowacz A, Glowacz W, Glowacz Z et al (2015) Recognition of
armature current of DC generator depending on rotor speed using
FFT, MSAF-1 and LDA. Maintenance Reliability 17:64–69
26. David J, Švec P, Frischer R et al (2014) The computer support of
diagnostics of circle crystallizers. Metalurgija 53:193–196
27. David J, Jancíiková Z, Frischer R, et al (2013) Crystallizer’sdesks
surface diagnostics with usage of robotic system. Arch Metall
Mater 58:907–910
28. Wilaszek K, Wojcik T, Oplainski A et al (2012) Internet identity
analysis and similarities detection. Multimedia Communications,
Services and Security, Berlin, pp 369–379
29. TurekW, Opalinski A, Kisiel-Dorohnicki M et al (2011) Extensible
web crawler—towards multimedia material analysis. Multimedia
Communications, Services and Security, Berlin, pp 183–190
30. Ole jarczyk-Wożeńska I, Adrian H, Adrian A et al (2012)
Parametric representation of TTT diagrams of ADI cast iron.
Arch Metall Mater 57:981–986. doi:
10.2478/v10172-012-0065-9
31. Olejarczyk-Wo żeńska I, Adrian A, Mrzyglod B et al (2014)
Math ematical model of the process of pearlite a ustenitiz ation.
Arch Metall Mater 59:613–617
32. Kmiec M, Glowacz A, Dziech A et al (2012) Towards robust visual
knife detection in images: active appearance models initialised with
shape-specific interest points. Multimedia Communications,
Services and Security, Communications Computer Information
Science 287:148–158
33. Witten I, Frank E (2000) Data mining: practical machine learning
tools and techniques. Morgan Kaufmann, New York
34. Sztangret L, Szeliga D, Kusiak J et al (2012) Application of inverse
analysis with metamodelling for identification of metal flow stress.
Can Metall Q 51:440–446. doi:
10.1179/1879139512Y.
0000000035
35. Rauch L, Sztangret l, Pietrzyk M (2013) Computer system for identifi-
cation of material models on the basis of plastometric tests. Arch Metall
Mater 58:737–743
36. Tomar D, Agarwal S (2015) A comparison on multi-class classifi-
cation methods based on least squares twin support vector machine.
Knowl Based Syst 81:131–147
37. Li Yet, Yun Li, Yan Gao at al (2013) Fault diagnosis of metallur-
gical machinery based on spectral kurtosis and GA-SVM. Adv
Mater Res 634–638:3958–3961. doi:
10.4028/www.scientific.net/
AMR.634-638.3958
38. Peng S, Hua Q, Chenb Y et al (2015) Improved support vector
machine algorithm for heterogeneous data. Pattern Recogn 48:
2072–2083
39. Widodo A, Yang B (2007) Application of nonlinear feature extrac-
tion and support vector machines for fault diagnosis of induction
motors. Exp Sys App 33:241–250
40. Yuan S, Chu F (2007) Fault diagnosis based on support vector
machines with parameter optimisation by artificial immunisation
algorithm. Mech Syst Signal Process 21:1318–1330
41. Laurain Vet, Tóthc R, Pigad D al (2015) An instrumental least
squares support vector machine for nonlinear system identification.
Automatica 54:340–347
Int J Adv Manuf Technol (2016) 87:1077–1093 1093
